Advanced PU Dispersion Adhesives Overcome New Challenges
Polyurethane dispersion adhesives are enabling cabinetmakers to offer innovative designs that appeal to today’s consumers.

 A glance at the catalogs of many cabinetmakers shows that traditional cabinets are being replaced-or at least challenged-with new and innovative designs not possible just a few years ago. The difference is a result of today’s available technologies for wood shaping, lamination, and coating that all use advanced lamination materials and new machinery, such as the membrane-less press. Along with this trend are developments in effective polyurethane (PU) dispersion adhesives that are designed to respond to new technical challenges.
A glance at the catalogs of many cabinetmakers shows that traditional cabinets are being replaced-or at least challenged-with new and innovative designs not possible just a few years ago. The difference is a result of today’s available technologies for wood shaping, lamination, and coating that all use advanced lamination materials and new machinery, such as the membrane-less press. Along with this trend are developments in effective polyurethane (PU) dispersion adhesives that are designed to respond to new technical challenges.

Rather than relying on flat panels or simple shapes, cabinetmakers are becoming more adventurous with flow patterns (see Figure 1). The wood-based material, mainly medium-density fiberboard (MDF), is shaped by CNC and then laminated with a special polymer-based film (such as PVC, PP or ABS) in a variety of colors and finishes.
From the consumer viewpoint, this is great news, since kitchen cabinet doors can make an impressive and dramatic design statement. Doors and panels are available in many colors, 3-D shapes and high-gloss finishes, and the final product is usually low cost and long lasting. However, the cabinetmakers’ perspective is different. These new design trends can be problematic, since getting the laminate to hold fast and strong to a curve or a hollow, or to achieve a high-gloss finish, is much more challenging.
Another area where ambitious designs with routed or shaped wood are being seen is in wardrobe doors (see Figure 2). Here, too, homeowners are breaking with tradition by making their bedrooms a very personal space. Bedroom furniture is no longer just a way of organizing a space; it is becoming a collage of art and function. Historically, intricate shapes in wardrobe doors would have prevented sufficient bonding between the PVC film and wood base, and the design would have remained in the computer. However, it’s reasonable to anticipate that unusual designs will become increasingly popular as people are encouraged by new creative initiatives. Accordingly, special wood adhesives must evolve to keep pace with changing times.
 A direct correlation exists between the complexity of panel design and potential PVC film adhesion problems. In a conventional panel, the percentage of curves and dips may comprise 15% of the total wood surface (see Figure 3). On all large and flat areas, bonding strength is usually never a problem. However, in new-style panels such as that shown in Figure 4, flat surfaces may be largely absent. Instead, most of the laminated wood has intricate curves and shapes. Unless an appropriate PU adhesive has been formulated for such applications, this design may be the source of future problems.
A direct correlation exists between the complexity of panel design and potential PVC film adhesion problems. In a conventional panel, the percentage of curves and dips may comprise 15% of the total wood surface (see Figure 3). On all large and flat areas, bonding strength is usually never a problem. However, in new-style panels such as that shown in Figure 4, flat surfaces may be largely absent. Instead, most of the laminated wood has intricate curves and shapes. Unless an appropriate PU adhesive has been formulated for such applications, this design may be the source of future problems.
Other challenges associated with inappropriate PU adhesives may include delamination and the orange skin effect. PU adhesives that possess inadequate bonding properties when initially applied will lose their power over time, causing delamination and air pockets. The risks of delamination are higher in the kitchen, where many appliances discharge heat; cabinet doors in the immediate vicinity may suffer extreme temperature differences.
In addition, a certain adhesive thickness must be applied for good adhesion, but it is possible that this may cause an unpleasant orange skin effect that is especially noticeable on high-gloss surfaces. The PU dispersion adhesive must be unusually strong and of excellent quality if an ultra-thin coating is to have the desired bonding effect. Good wetting properties and a uniform drying process prevent the orange skin effect.

 An efficient adhesive will be active at the two critical temperature points. It will have a low activation temperature (70-75°C), so that the PVC film is preserved. It will also have high heat resistance (above 90°C) so that high temperatures will not degrade bonding strength. In this way, even furniture components with deep or intricate profiles can be laminated. One example is a drawer handle that is integrated into the wood rather than screwed on as an accessory.
An efficient adhesive will be active at the two critical temperature points. It will have a low activation temperature (70-75°C), so that the PVC film is preserved. It will also have high heat resistance (above 90°C) so that high temperatures will not degrade bonding strength. In this way, even furniture components with deep or intricate profiles can be laminated. One example is a drawer handle that is integrated into the wood rather than screwed on as an accessory.
Over the past 15 years, Polystick has refined Presstick 346, a membrane press adhesive specially developed to deliver superior performance in all membrane and membrane-less press applications. Heat-activated Presstick is applied either by spray or roller onto MDF curved boards or profiles in the production of furniture fronts and indoor doors. Its unique composition ensures a strong and secure bonding between PVC foils and wood surfaces, especially in regard to the new and challenging designs entering the market.
 As a specialist in membrane press applications, Polystick can adjust the formulation of its PU dispersion adhesives to suit the polymer-softening characteristics of a particular laminating film. This may have critical value when a large production run is planned for new-style cabinet doors and wood panels.
As a specialist in membrane press applications, Polystick can adjust the formulation of its PU dispersion adhesives to suit the polymer-softening characteristics of a particular laminating film. This may have critical value when a large production run is planned for new-style cabinet doors and wood panels.
The Polystick formulation has undergone many improvements as a result of periodic field tests for delamination and longevity. In the most recent bonding tests, conducted on a leading line of cabinet doors in April 2010, Presstick was tested both with and without a hardener. Presstick’s chemical nature is 42% aqueous dispersion based on polyurethane, and its viscosity at 23°C is 800 (± 200) cps (measured on a Brookfield RVT 20 rpm/spindle 2). The adhesive was applied with a spray gun, and membrane press temperature reached 130°C. The results are shown in Table 1.
These tests have shown that Presstick represents a new generation of PU dispersion adhesives. It is well-suited to meet the challenges of today’s new cabinet design trends and can ensure excellent long-term bonding performance.
For more information or to ask about customized PU adhesive formulations, e-mail office@polystick.com or visit www.polystick.com.
Figure 1. Cabinetmakers are becoming more adventurous with flow patterns.
Figure 2. Wardrobe doors are increasingly incorporating ambitious designs with routed or shaped wood.
Figure 3. In a conventional panel, the percentage of curves and dips may comprise 15% of the total wood surface.
Design Alternatives
The abundance of choice in our modern society, coupled with the average consumer’s growing desire to stand apart from the crowd, is stimulating many new and unusual 3-D designs, particularly in the kitchen. It has been calculated that 15% of a person’s time in the home is spent in the kitchen area, so designers are exploiting this trend by styling kitchens to become the home’s focal point.Rather than relying on flat panels or simple shapes, cabinetmakers are becoming more adventurous with flow patterns (see Figure 1). The wood-based material, mainly medium-density fiberboard (MDF), is shaped by CNC and then laminated with a special polymer-based film (such as PVC, PP or ABS) in a variety of colors and finishes.
From the consumer viewpoint, this is great news, since kitchen cabinet doors can make an impressive and dramatic design statement. Doors and panels are available in many colors, 3-D shapes and high-gloss finishes, and the final product is usually low cost and long lasting. However, the cabinetmakers’ perspective is different. These new design trends can be problematic, since getting the laminate to hold fast and strong to a curve or a hollow, or to achieve a high-gloss finish, is much more challenging.
Another area where ambitious designs with routed or shaped wood are being seen is in wardrobe doors (see Figure 2). Here, too, homeowners are breaking with tradition by making their bedrooms a very personal space. Bedroom furniture is no longer just a way of organizing a space; it is becoming a collage of art and function. Historically, intricate shapes in wardrobe doors would have prevented sufficient bonding between the PVC film and wood base, and the design would have remained in the computer. However, it’s reasonable to anticipate that unusual designs will become increasingly popular as people are encouraged by new creative initiatives. Accordingly, special wood adhesives must evolve to keep pace with changing times.
Figure 4. Flat surfaces may be largely absent in new designs.
Other challenges associated with inappropriate PU adhesives may include delamination and the orange skin effect. PU adhesives that possess inadequate bonding properties when initially applied will lose their power over time, causing delamination and air pockets. The risks of delamination are higher in the kitchen, where many appliances discharge heat; cabinet doors in the immediate vicinity may suffer extreme temperature differences.
In addition, a certain adhesive thickness must be applied for good adhesion, but it is possible that this may cause an unpleasant orange skin effect that is especially noticeable on high-gloss surfaces. The PU dispersion adhesive must be unusually strong and of excellent quality if an ultra-thin coating is to have the desired bonding effect. Good wetting properties and a uniform drying process prevent the orange skin effect.
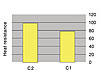
Table 1. Heat and Climate Resistance
Stronger PU Adhesives Needed
In a design environment where a far greater percentage of contact points between the PVC film and its underlying MDF base take place on curves and dips rather than flat surfaces, five conditions must exist simultaneously:- High initial bond strength for high production throughput.
- Long-lasting adhesion for enduring product fidelity.
- Excellent heat resistance to prevent delamination in hot conditions.
- Nice and smooth surface for high-gloss finishes.
- Low activation temperature for heat-sensitive lamination films.
Table 2. Small Variance between Initial and Final Peel Strength (2.3N/mm and 1.75N/mm)
Over the past 15 years, Polystick has refined Presstick 346, a membrane press adhesive specially developed to deliver superior performance in all membrane and membrane-less press applications. Heat-activated Presstick is applied either by spray or roller onto MDF curved boards or profiles in the production of furniture fronts and indoor doors. Its unique composition ensures a strong and secure bonding between PVC foils and wood surfaces, especially in regard to the new and challenging designs entering the market.
Table 3. Added Hardener Increases Heat Resistance by 20°C (from 78°C to 98°C)
The Polystick formulation has undergone many improvements as a result of periodic field tests for delamination and longevity. In the most recent bonding tests, conducted on a leading line of cabinet doors in April 2010, Presstick was tested both with and without a hardener. Presstick’s chemical nature is 42% aqueous dispersion based on polyurethane, and its viscosity at 23°C is 800 (± 200) cps (measured on a Brookfield RVT 20 rpm/spindle 2). The adhesive was applied with a spray gun, and membrane press temperature reached 130°C. The results are shown in Table 1.
These tests have shown that Presstick represents a new generation of PU dispersion adhesives. It is well-suited to meet the challenges of today’s new cabinet design trends and can ensure excellent long-term bonding performance.
For more information or to ask about customized PU adhesive formulations, e-mail office@polystick.com or visit www.polystick.com.
Links
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



.webp?height=200&t=1650973836&width=200 "Catbridge 140 salvage winder")



