Passing the Torch
Tape industry icon John Johnston looks to the future.

John Johnston was born in England in 1925, the same year Richard Drew introduced masking tape to the world. Essentially, Johnston was born in the birth year of industrial tape, and his life would be forever intertwined with the development and testing of pressure-sensitive adhesive (PSA) tape and the tape industry.

John received a bachelor’s of science degree in 1958 with majors in chemistry, physics, and pure and applied mathematics. He moved to the U.S. and joined Arno Adhesive Tapes in Michigan City, IN, where he began as research chemist. He expanded Arno’s line of adhesive tapes to include a full spectrum of tape types and eventually became vice president of research, development, and technical operations.
Johnston later moved to the Johnson & Johnson facility in Chicago, where he was director of technical operations until the company chose to consolidate its operations and closed the Chicago facility. Johnston then joined Tuck Tape in New Rochelle, NY, as the director of research and development. After Tuck was acquired by tesa tape 12 years later, John spent six more years of his career as the director of applications engineering for tesa, supporting R&D, marketing and customers.
Presented by Johnston in 1973, the very first PSTC technical paper (“Another Look at Peel Adhesion”) set the stage for all future PSTC technical conferences. He chaired the first PSTC conference on hot-melt PSA tape systems in the U.S. in 1975. Johnston served as permanent co-chair for the annual PSTC Technical Conference for 15 years.
He presented the first training session on PSA tape technology offered by PSTC at the first world conference on adhesive tapes in 1992. Over the years, John has also presented a number of technical papers for PSTC, including “Hot-Melt Pressure-Sensitive Adhesives,” “Practical Aspects of Formulating and Processing, Tack,” “The History of the Adhesive Tape Industry” and “Alternate Methods of Testing Pressure-Sensitive Adhesive Tapes.”
In 2000, the PSTC published Johnston’s book, Pressure-Sensitive Adhesive Tapes: A Guide to their Function, Design, Manufacture and Use. The widely recognized volume is essential for those in the tape industry and includes information on how PSAs work, PSA formulations, tape backings, tape design, and tape testing. “It is to the vast majority of others who daily keep the adhesive tape industry alive that this book is both targeted and dedicated,” he says of the book
Johnston is distinguished as a true expert in the field of PSA tape technology and testing. In addition to his prolific contributions to the PSTC (and the tape industry in general), he has written technical papers published by the Adhesion Society and TAPPI. He authored the chapter on physical testing of PSAs in the Handbook of Adhesive Technology, edited by Pizzi and Mittel. Johnston has also spoken at numerous industry technical conferences on the fundamentals, manufacturing, testing of and problem solving related to PSA tapes.
During his 61+ years in the pressure-sensitive tape industry, Johnston has worked with “every type of pressure-sensitive adhesive system, every industry, consumer and medical group of tapes, every conventional manufacturing process and every related test method,” he says. He has designed numerous types of adhesive tapes by taking them from an initial concept through product development, manufacturing scale-up and onto full production. Johnston has also designed several unique test methods and carried out fundamental research into the nature and behavior of PSA systems.
“As an industry, we can’t forget or lose sight of the accomplishments and knowledge compiled by industry giants like Carl Dahlquist and others,” he says. As one of those industry giants, Johnston has much in the way of accomplishments and knowledge to share.
The first step in passing the torch was for Johnston to find someone in the tape industry who would give a home to, and find a continuing use for, the tremendous amount of data and information on pressure-sensitive tape that he had compiled during his career. The data includes his original research notes, industry information, product information, technology and patent information, published papers and articles, ideas on PSA testing, and much more.
Enter Jerry Serra, the current technical advisor for the PSTC. He retired from Berry Plastics Corp. and its subsidiaries after 30+ years of service in the tape industry and has been active with all PSTC technical committees. He is also a member of the PSTC training faculty and still consults with industry companies. It is fitting that it will be to Serra that Johnston will turn over his entire library when he finally decides to slow down.
Johnston spent nearly two days at the Chemsultants facility in Mentor, Ohio, to work with McCann on a variety of testing methodologies that could evaluate situations where PSA tape products are expected to withstand very small stresses over a long period of time-especially where standard speeds or static test methods may not define the performance of the tape very well. The goal of the work was to employ small stresses (low weight or force) and/or very slow rates (such as 0.02 in./min) to reveal differences in the product performance or potential causes of product issues that may not be apparent when employing standard PSA test methods.
The issue with gathering tensile modulus information in a standard 90° peel test is that the area being tested is constantly changing as the peel front progresses. In order to clearly understand the tensile behavior under slow strain, Johnston and McCann needed to change the geometry of the test to use a set area of the adhesive under test. Johnston suggested looking at the butt tensile test, which he developed in 1968.
Some of the work they did to evaluate low stress/slow rate PSA deformation was completed using a probe material analyzer (ChemInstruments PMA-1000). The unit was helpful in performing tests on a variety of PSAs due to the ability to program both low forces and very slow speeds into the test protocols. In addition, they performed static peel adhesion and dynamic shear test methods on other ChemInstruments test units.
McCann and Johnston initially looked at three test configurations for butt tensile tests: a metal probe brought into contact with the adhesive surface on a flat plate; a rectangular, flat metal probe with the adhesive tape wrapped around the panel and secured, then brought into contact with a test surface; and two rectangular, flat-faced panels with adhesive tape wrapped around both panels, brought together adhesive-to-adhesive.
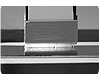
With all three configurations, the surfaces are brought together for a set time and pressure to allow the adhesive and test surface (or other layer of adhesive) to deform and bond well. They decided on the third configuration for much of their testing, which was done at a very slow rate (in the range of 0.01–0.02 in./min). As the adhesive is put under strain during butt tensile testing, it is typical for visible tendrils to be formed as the polymer chains are pulled (see Figure 1).
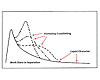
On one sample that Johnston and McCann evaluated, the initial peak and the sharpness of the slope indicated more of the elastic component of the adhesive. The area under the curve gave them the total work done in separating and stretching the adhesive layer. The length of the tail indicated the liquid component of the adhesive. When an adhesive is crosslinked, as in this case, a secondary peak will appear; the peak becomes more predominant with increased crosslinking. The butt tensile test provides a graphic test result with much more information than the single point determined by the standard static shear test (see Figure 2).
Not only was the information relevant to the PSTC paper, but it also gave Saqqa a new perspective on the impact of small forces and how they actually generate levels of adhesive debonding over time. She said this is information will be very useful in her day-to-day adhesive testing work at Chemsultants.
Johnston didn’t limit his teaching and “passing the torch” opportunity only to the issue of testing PSA tapes. He made time to talk to Berry Decker, Ph.D., technical project manager, and Mike May, development chemist, of the Chemsultants Product Development team. Both are involved in projects for clients who are interested in developing new products, reformulating adhesives with alternate raw materials or simply modifying an existing product to address performance issues or problems.
Johnston once created 18 new PSA tape products in 18 months, so he is the ideal mentor to provide insight and guidance on the product development process, adhesive formulations, raw materials selection and product performance problem solving-the very issues Decker and May were facing. As usual, Johnston had a great deal of information and suggestions to pass along, proving that he has seen and done it all over the past 61+ years.

John Johnston found a great way to pass the torch to a very receptive group, and Chemsultants has found a new partner to further increase the level of the PSA tape technical and testing expertise the company brings to the market. It is a win-win situation for everyone.
For more information, contact Chemsultants International at 9079 Tyler Blvd., Mentor, OH 44060; phone (440) 974-3080; fax (440) 974-3081; email info@chemsultants.com; or visit www.chemsultants.com.
John Johnston (left) and Dave McCann working with the PMA-1000.
John Johnston was born in England in 1925, the same year Richard Drew introduced masking tape to the world. Essentially, Johnston was born in the birth year of industrial tape, and his life would be forever intertwined with the development and testing of pressure-sensitive adhesive (PSA) tape and the tape industry.
Johnston, Mike May and Berry Decker talking through an adhesive problem.
Early Experience
In early 1950, Johnston unwittingly entered into what would become his lifetime career path when he joined Smith & Nephew as a laboratory technician. In his new job, John did it all-he tested incoming raw materials, performed quality control tests on industrial and medical tapes, and even produced some of Smith & Nephew’s small-volume products (e.g., diachylon bandages).John received a bachelor’s of science degree in 1958 with majors in chemistry, physics, and pure and applied mathematics. He moved to the U.S. and joined Arno Adhesive Tapes in Michigan City, IN, where he began as research chemist. He expanded Arno’s line of adhesive tapes to include a full spectrum of tape types and eventually became vice president of research, development, and technical operations.
Johnston later moved to the Johnson & Johnson facility in Chicago, where he was director of technical operations until the company chose to consolidate its operations and closed the Chicago facility. Johnston then joined Tuck Tape in New Rochelle, NY, as the director of research and development. After Tuck was acquired by tesa tape 12 years later, John spent six more years of his career as the director of applications engineering for tesa, supporting R&D, marketing and customers.
PSTC Involvement
In the early 1960s, John became involved with the fledgling Pressure Sensitive Tape Council. (PSTC was established in 1953.) He has been an active member of PSTC ever since, and has served on its committees as the council’s technical advisor and consultant for over 15 years. He is currently the technical consultant emeritus for the PSTC.Presented by Johnston in 1973, the very first PSTC technical paper (“Another Look at Peel Adhesion”) set the stage for all future PSTC technical conferences. He chaired the first PSTC conference on hot-melt PSA tape systems in the U.S. in 1975. Johnston served as permanent co-chair for the annual PSTC Technical Conference for 15 years.
He presented the first training session on PSA tape technology offered by PSTC at the first world conference on adhesive tapes in 1992. Over the years, John has also presented a number of technical papers for PSTC, including “Hot-Melt Pressure-Sensitive Adhesives,” “Practical Aspects of Formulating and Processing, Tack,” “The History of the Adhesive Tape Industry” and “Alternate Methods of Testing Pressure-Sensitive Adhesive Tapes.”
In 2000, the PSTC published Johnston’s book, Pressure-Sensitive Adhesive Tapes: A Guide to their Function, Design, Manufacture and Use. The widely recognized volume is essential for those in the tape industry and includes information on how PSAs work, PSA formulations, tape backings, tape design, and tape testing. “It is to the vast majority of others who daily keep the adhesive tape industry alive that this book is both targeted and dedicated,” he says of the book
Johnston is distinguished as a true expert in the field of PSA tape technology and testing. In addition to his prolific contributions to the PSTC (and the tape industry in general), he has written technical papers published by the Adhesion Society and TAPPI. He authored the chapter on physical testing of PSAs in the Handbook of Adhesive Technology, edited by Pizzi and Mittel. Johnston has also spoken at numerous industry technical conferences on the fundamentals, manufacturing, testing of and problem solving related to PSA tapes.
During his 61+ years in the pressure-sensitive tape industry, Johnston has worked with “every type of pressure-sensitive adhesive system, every industry, consumer and medical group of tapes, every conventional manufacturing process and every related test method,” he says. He has designed numerous types of adhesive tapes by taking them from an initial concept through product development, manufacturing scale-up and onto full production. Johnston has also designed several unique test methods and carried out fundamental research into the nature and behavior of PSA systems.
Figure 1. Butt Tensile Test, Adhesive to Panel
A Trove of Information
At 85 years of age, Johnston shows little evidence of slowing down and absolutely no sign of losing his passion for the subject of his life’s work-PSA tape. For the past several years, he has been most interested in how to “pass the torch” of PSA tape and testing technology knowledge to others who match his passion and intensity.“As an industry, we can’t forget or lose sight of the accomplishments and knowledge compiled by industry giants like Carl Dahlquist and others,” he says. As one of those industry giants, Johnston has much in the way of accomplishments and knowledge to share.
The first step in passing the torch was for Johnston to find someone in the tape industry who would give a home to, and find a continuing use for, the tremendous amount of data and information on pressure-sensitive tape that he had compiled during his career. The data includes his original research notes, industry information, product information, technology and patent information, published papers and articles, ideas on PSA testing, and much more.
Enter Jerry Serra, the current technical advisor for the PSTC. He retired from Berry Plastics Corp. and its subsidiaries after 30+ years of service in the tape industry and has been active with all PSTC technical committees. He is also a member of the PSTC training faculty and still consults with industry companies. It is fitting that it will be to Serra that Johnston will turn over his entire library when he finally decides to slow down.
Sharing Practical Knowledge
What about all the technical knowledge and tape testing experience Johnston keeps in his very sharp mind? He thinks he may have found a new way to pass that particular torch. Dave McCann, director of R&D at Chemsultants International, began discussing and collaborating on a paper with Johnston in July 2010. McCann was in the process of completing research and writing a draft of the paper on alternate pressure-sensitive tape test methods for presentation at the 2011 PSTC Technical Conference. He was certain that it was an opportune time to bounce some ideas off Johnston to make certain that he was on the right track. Johnston was more than happy to travel to Chemsultants to discuss the project with McCann. However, as usual, Johnston ended up doing so much more.Johnston spent nearly two days at the Chemsultants facility in Mentor, Ohio, to work with McCann on a variety of testing methodologies that could evaluate situations where PSA tape products are expected to withstand very small stresses over a long period of time-especially where standard speeds or static test methods may not define the performance of the tape very well. The goal of the work was to employ small stresses (low weight or force) and/or very slow rates (such as 0.02 in./min) to reveal differences in the product performance or potential causes of product issues that may not be apparent when employing standard PSA test methods.
Figure 2. Butt Tensile Graph
Testing Peel Adhesion
When testing peel adhesion, the angle of peel usually determines which type of stress is applied to the adhesive. In 90° peel tests, the tensile modulus is revealed while all other angles of peel are a blend of tensile and shear modulus. To test the liquid properties of the adhesive in a slow deformation, it is necessary to keep the adhesive test area a constant (such as is done in shear testing).The issue with gathering tensile modulus information in a standard 90° peel test is that the area being tested is constantly changing as the peel front progresses. In order to clearly understand the tensile behavior under slow strain, Johnston and McCann needed to change the geometry of the test to use a set area of the adhesive under test. Johnston suggested looking at the butt tensile test, which he developed in 1968.
Some of the work they did to evaluate low stress/slow rate PSA deformation was completed using a probe material analyzer (ChemInstruments PMA-1000). The unit was helpful in performing tests on a variety of PSAs due to the ability to program both low forces and very slow speeds into the test protocols. In addition, they performed static peel adhesion and dynamic shear test methods on other ChemInstruments test units.
McCann and Johnston initially looked at three test configurations for butt tensile tests: a metal probe brought into contact with the adhesive surface on a flat plate; a rectangular, flat metal probe with the adhesive tape wrapped around the panel and secured, then brought into contact with a test surface; and two rectangular, flat-faced panels with adhesive tape wrapped around both panels, brought together adhesive-to-adhesive.
With all three configurations, the surfaces are brought together for a set time and pressure to allow the adhesive and test surface (or other layer of adhesive) to deform and bond well. They decided on the third configuration for much of their testing, which was done at a very slow rate (in the range of 0.01–0.02 in./min). As the adhesive is put under strain during butt tensile testing, it is typical for visible tendrils to be formed as the polymer chains are pulled (see Figure 1).
On one sample that Johnston and McCann evaluated, the initial peak and the sharpness of the slope indicated more of the elastic component of the adhesive. The area under the curve gave them the total work done in separating and stretching the adhesive layer. The length of the tail indicated the liquid component of the adhesive. When an adhesive is crosslinked, as in this case, a secondary peak will appear; the peak becomes more predominant with increased crosslinking. The butt tensile test provides a graphic test result with much more information than the single point determined by the standard static shear test (see Figure 2).
Additional Projects
Johnston also spent a good deal of time during the two days teaching and working with other members of the Chemsultants technical team. Testing project leader Cheryl Saqqa had also been working with McCann on the issue of testing very small stresses over a long period of time. Johnston spent time with Saqqa discussing the similarities and differences in the test results, as well as information provided by static shear vs. dynamic shear testing.Not only was the information relevant to the PSTC paper, but it also gave Saqqa a new perspective on the impact of small forces and how they actually generate levels of adhesive debonding over time. She said this is information will be very useful in her day-to-day adhesive testing work at Chemsultants.
Johnston didn’t limit his teaching and “passing the torch” opportunity only to the issue of testing PSA tapes. He made time to talk to Berry Decker, Ph.D., technical project manager, and Mike May, development chemist, of the Chemsultants Product Development team. Both are involved in projects for clients who are interested in developing new products, reformulating adhesives with alternate raw materials or simply modifying an existing product to address performance issues or problems.
Johnston once created 18 new PSA tape products in 18 months, so he is the ideal mentor to provide insight and guidance on the product development process, adhesive formulations, raw materials selection and product performance problem solving-the very issues Decker and May were facing. As usual, Johnston had a great deal of information and suggestions to pass along, proving that he has seen and done it all over the past 61+ years.
Johnston and Cheryl Saqqa discussing shear tests.
Final Considerations
Johnston spent a considerable amount of time with the Chemsultants staff, both in the lab performing tests and in discussions about testing, adhesive formulation and performance. He said he saw in McCann, Saqqa, Decker and May “a fire in the belly, a passion for what they are doing” that he says is unfortunately becoming rare these days. According to McCann, the Chemsultants team “learned a lot and has an even greater respect for one of the giants of the tape industry than they did before.”John Johnston found a great way to pass the torch to a very receptive group, and Chemsultants has found a new partner to further increase the level of the PSA tape technical and testing expertise the company brings to the market. It is a win-win situation for everyone.
For more information, contact Chemsultants International at 9079 Tyler Blvd., Mentor, OH 44060; phone (440) 974-3080; fax (440) 974-3081; email info@chemsultants.com; or visit www.chemsultants.com.
Links
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



