Carbon Dioxide Spray Cleaning for Modern Manufacturing
Precision cleaning with CO2 provides significant cost-of-ownership, environmental and performance benefits.

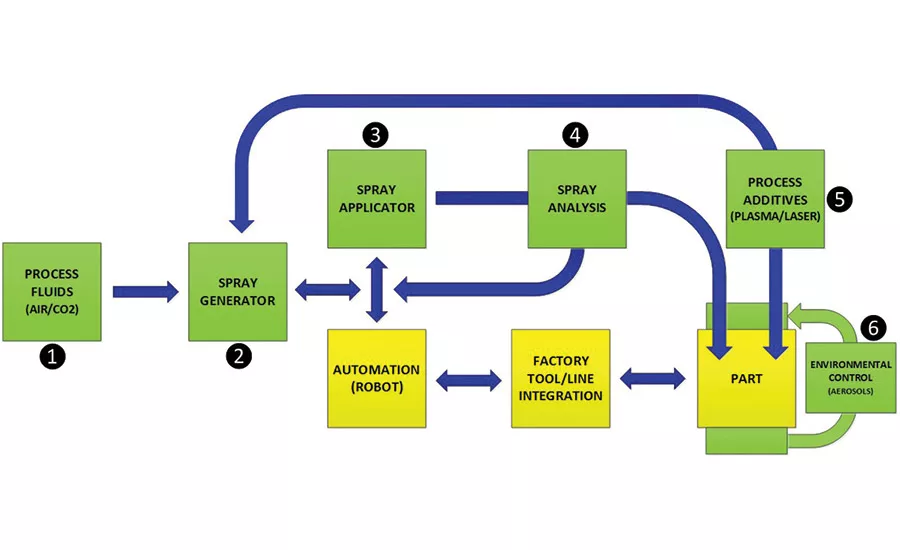
Figure 1. Components of a CO2 composite spray cleaning system.
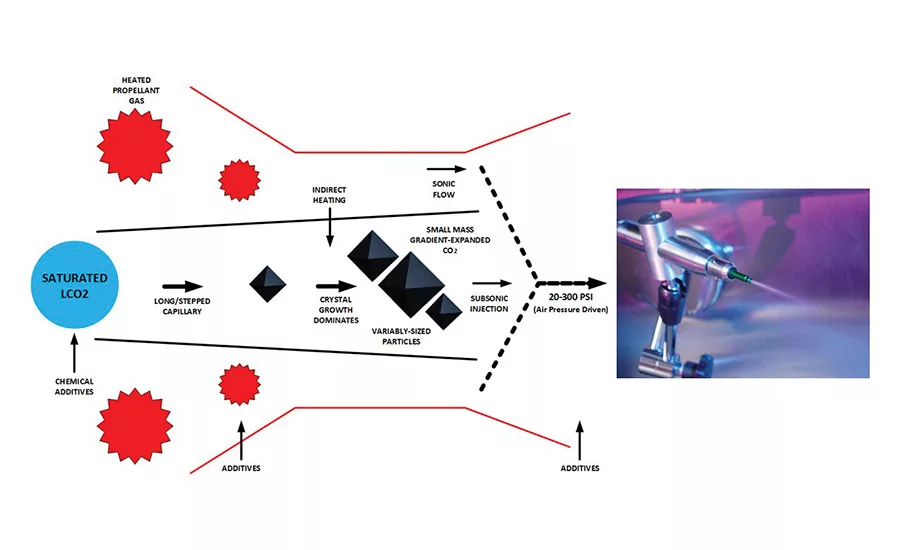
Figure 2. CO2 composite spray process.
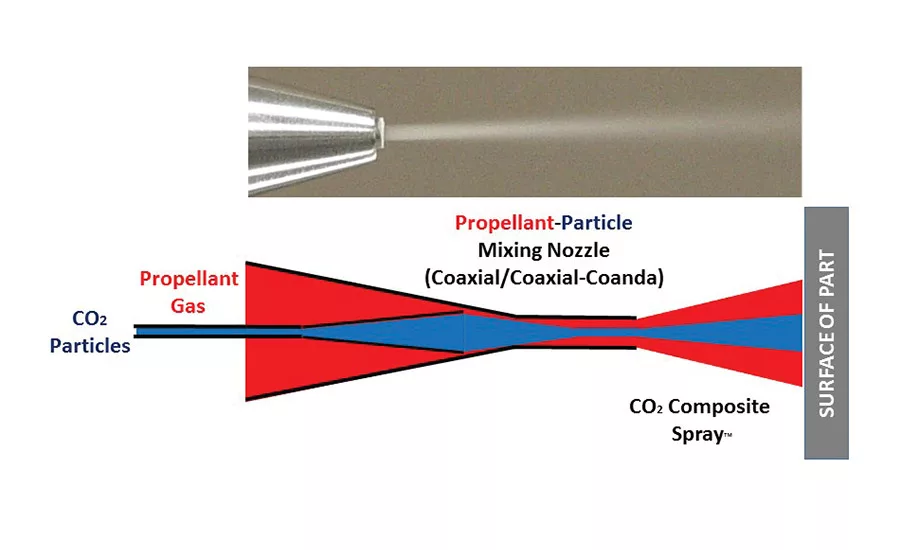
Figure 3. CO2 composite spray generation.
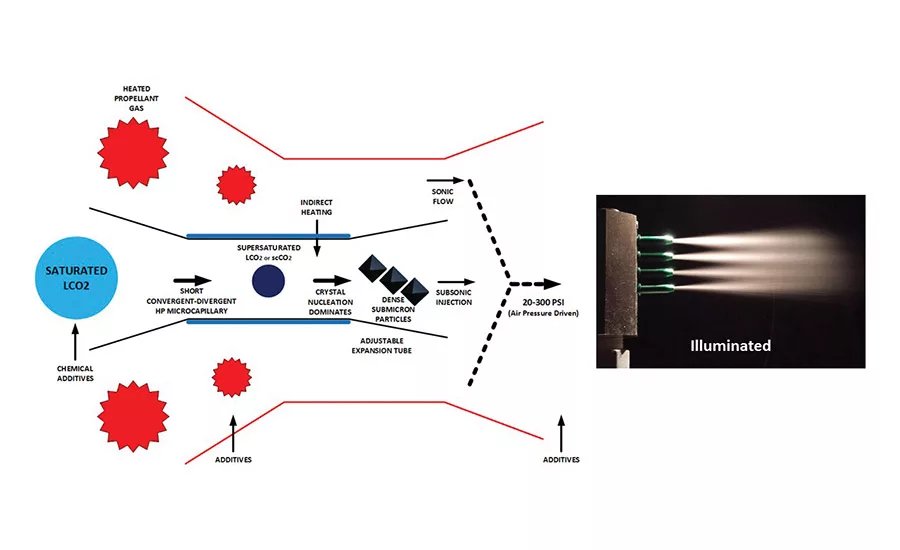
Figure 4. Micronized CO2 composite spray process.
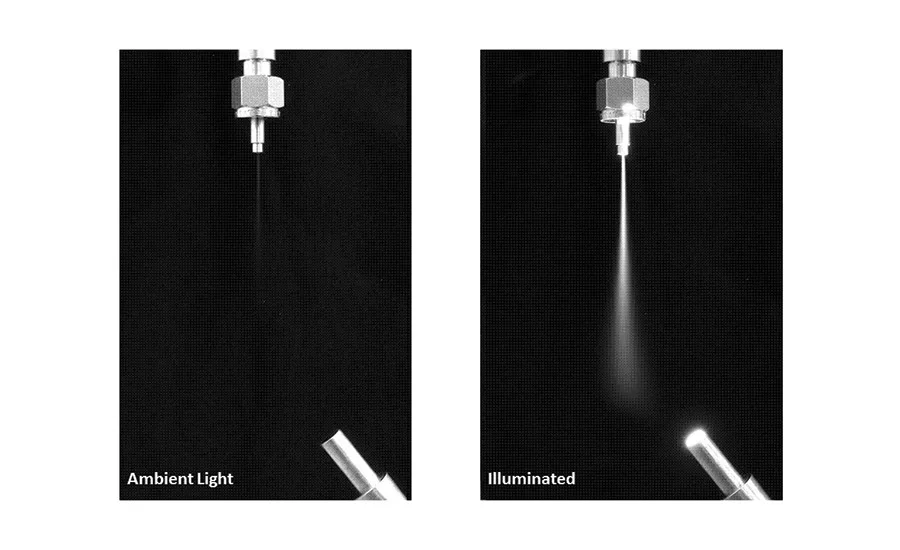
Figure 5. Illuminating the spray plume with bright white light reveals a uniform distribution of micronized particles.
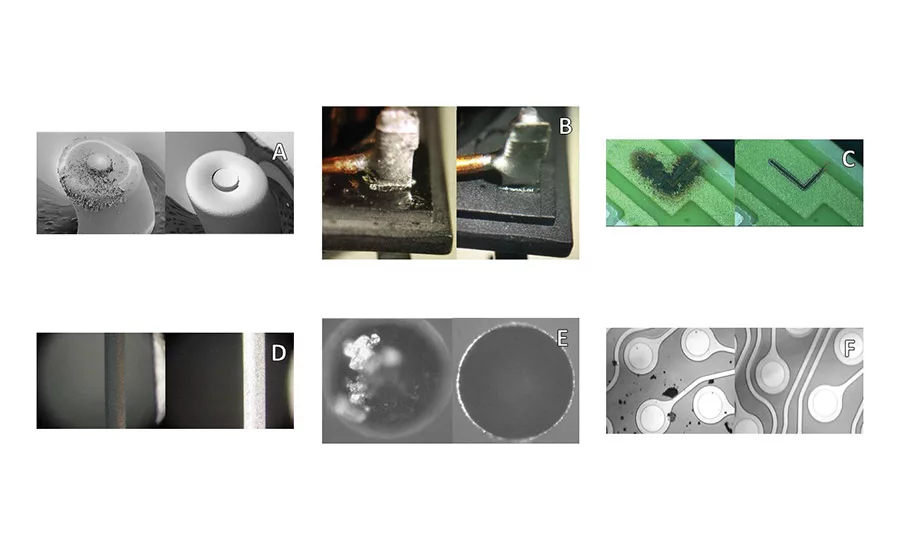
Figure 6. Before and after (left and right) spray cleaning performance for: (A) machining particles on magnetic latching head, (B) solder residue on power supply lead, (C) silver oxide flash on laser-processed ceramic chip carrier, (D) metal oxide soot on laser-welded titanium lead, (E) polishing compounds on fiber optic lens, and (F) photoresist residue on a biomedical sensor.
Several important factors, such as concern for the environment, economic competitiveness and technology, have converged over the past 25 years to cause both industry and government to constantly reassess the cleaning phase of manufacturing processes. In the 1990s, many manufacturers of industrial and commercial products were significantly impacted by the chlorofluorocarbon (CFC) phase-out. During this time, alternative precision cleaning practices (new and old, wet and dry) were widely investigated. New dry cleaning alternatives emerged, including centrifugal liquid carbon dioxide (CO2) degreasing, CO2 snow, CO2 composite spray, laser and plasma. However, due to the maturity, widespread availability, and knowledge of aqueous cleaning equipment and processes at the time, industry predominantly changed to wet cleaning practices.
This worldwide changeover was accomplished at great cost to industry. Product designs and assembly procedures suitable for CFC cleaning processes required transformation to overcome aqueous cleaning constraints such as water entrapment, drying, and potential corrosion. These changes involved issues such as decreased assembly complexity and increased piece part cleaning and drying operations prior to assembly. Moreover, companies adapted their production lines to the more complicated and costly operational characteristics of aqueous cleaning: equipment maintenance, bath monitoring and maintenance, drying processes, deionized water production, wastewater management, rust and corrosion prevention, larger factory space utilization, and increased labor burden.
Today, sustainability imperatives are driving companies to reduce manufacturing waste, improve productivity, lower production costs, achieve zero discharge of pollutants into the environment, and maximize water conservation. The current industry “green” need is in conflict with wet cleaning practices. Water resource availability has supplanted upper atmospheric ozone depletion concerns and is a major issue in many manufacturing sectors.1 Due to this trend, combined with the emergence of new material and process challenges and the trend toward the production of smaller and more complex devices, manufacturers are being driven to investigate dry cleaning technology.
CO2 Spray Cleaning
First-generation CO2 spray cleaning alternatives were introduced in the 1990s and found early adoption in applications involving specialized devices such as optical assemblies, wire bonded assemblies, sensors, and data storage devices. In these first commercial applications for CO2, wet processing could not be considered due to material compatibility, cleaning efficacy or assembly procedure constraints. In this regard, CO2 performed in ways very similar to dry CFC solvent spray cleaning processes.
CO2 composite spray technology was developed and introduced commercially in the mid-1990s.2 Since that time, it has advanced with more efficient spray generation processes and complementary technology for CO2 fluids purification and delivery, environmental control, and process additives such as plasma.3-7 CO2 composite spray technology is neither a snow gun nor spray nozzle, but rather a system of several integrated components and processes for forming and applying a spray cleaning composition. As shown in Figure 1, a CO2 composite spray system comprises six integrated components: process fluids supply, CO2 spray generator, CO2 composite spray applicator, CO2 composite spray analyzer, process additives, and environmental control to manage airborne particles and surface cleaning effluents (contaminant aerosols).
A CO2 composite spray process is similar to conventional CO2 pellet or ice blasting used in industrial cleaning applications, but on a smaller and more precision scale (see Figure 2). The major distinctions are that microscopic CO2 particles are generated in-situ using saturated or supersaturated CO2 (liquid or supercritical fluid) to produce an adjustable CO2 particle size distribution that is injected into a heated and optionally ionized propellant gas (i.e., clean dry air or nitrogen). This generates a precision cleaning spray with variably controlled spray densities, pressures, temperatures and flows. As such, CO2 composite spray processes are characterized by several fully adjustable aspects, including particle size, spray density and velocity.
Various spray configurations (e.g., singular or multiplexed coaxial and Coanda mixing nozzles) are used in the CO2 spray applicator component to combine selectable portions of propellant gas and particles to form a cleaning spray. Significantly different from CO2 snow sprays, CO2 composite spray pressures are much lower and adjustable, typically ranging between 30 to 90 psi. Moreover, CO2 usage is much less—as low as 3 lbs of liquid CO2 per cleaning hour (per mixing nozzle).
Also unlike CO2 snow guns, CO2 composite sprays are relatively lean and warm with much smaller fractions of microscopic CO2 particles uniformly dispersed in a heated propellant gas. Heated propellant gas compresses, accelerates and shrouds the very cold CO2 particles injected into the center of the mixing nozzle (see Figure 3). The heated propellant gas provides shielding from the atmosphere and heat capacity for the surface being treated. Moreover, heated propellant gas mixes with the cold CO2 particles to produce an increase in thrust. This added thrust is caused by a rapid and fairly large volumetric expansion of the CO2 particles, greater than 800x during the sublimation process (solid to gas phase transition). The result is a highly energetic cleaning spray that does not cause surfaces to become wet during application. Finally, a CO2 composite spray system may also be used with other beneficial cleaning process additives such as atmospheric plasma, laser, and trace organic compounds to provide a robust surface treatment platform.
New-Generation Technology
In the latest CO2 composite spray process,* CO2 is converted into a supersaturated fluid and crystallized using a patented micronizing process to form energetic and microscopic CO2 particles having 2x higher density when compared to the liquid state (see Figure 4).8 Micronized CO2 particles are injected into a temperature- and pressure-regulated propellant gas such as clean-dry-air (CDA), and the resulting spray composition is directed at a surface using customizable spray applicators and mixing nozzle configurations.
The supersaturated CO2 injection rate is precisely adjustable between 0.2-2 kg/hr/nozzle (0.5-5 lbs/hr/nozzle), and propellant gas pressure is adjustable between 138-1,034 kPa (20-150 psi) or higher. As with the earlier CO2 composite spray processes, heated propellant gas serves multiple functions, including propelling CO2 particles, injecting and mixing chemical-physical additives, and supplying heat capacity to the spray and substrate to mitigate the intrusion of atmospheric contamination.
As illustrated in Figure 5, micronized CO2 composite sprays are nearly invisible in ambient light. Illuminating the spray plume with bright white light reveals a uniform distribution of micronized particles. The spray composition of near-sonic microscopic particles entrained in heated CDA projected at a surface at
482 kPa (70 psi) is energetic and analogous to high-pressure solvent spray cleaning and ultrasonic cleaning combined. Small, fast-moving CO2 particles splat or fracture on contact. The combination of physical scouring and dense fluid splats provide significant acoustic cavitation, shear stress, and fluorocarbon-like cleaning chemistry.
Finally, a stable CO2 composite spray is required for maintaining consistent surface cleaning performance. CO2 particle size, spray-particle density, spray pressure and spray temperature represent the “chemistry” of a CO2 composite spray. Changes in optimal spray chemistry result in variable cleaning performance and quality. Micronized spray technology uses a recently patented photometric spray monitoring process.** Laser light is used to characterize real-time spray chemistry. Photometric data is analyzed and used to regulate spray generation and delivery processes such as particle injection, propellant pressure, and propellant temperature.9
Applications and Performance
CO2 composite sprays are used in numerous precision cleaning applications for removing surface contaminations such as microscopic particles, thin film residues, organic and inorganic species, ionic residues, biological residues and process heat. These types of contamination are generated as a result of various manufacturing processes, including turning, grinding, stamping, soldering, laser welding, polishing, photolithography, and precision assembly, among many others. Contamination must be removed from the surfaces of high-reliability products during or following various manufacturing steps to ensure the performance and quality of subsequent operations (e.g., bonding, painting, coating, testing, etc.).
Figure 6 (p. 33) shows photomicrographs of various substrates treated with a CO2 composite spray. CO2 composite spray technology is able to achieve military and commercial surface quality standards. In addition, it can be validated using functional and standard analytical testing methods.
Back to the Future
In an era of complex business challenges, companies need the lean and green (clean) manufacturing technology necessary to eliminate multifaceted manufacturing wastes in their production operations. Precision cleaning with CO2 provides significant cost-of-ownership, environmental, and performance benefits compared to conventional aqueous and solvent-based alternatives. These include the elimination of water usage and wastewater, a lower carbon footprint, and improved worker safety. The latest generation CO2 composite spray technology provides numerous new dry surface treatment schemes, including a recently patented hybrid CO2 particle-plasma treatment process.10
Many manufacturing companies are implementing CO2 composite spray cleaning technology within their production operations, attracted by the technology’s features, benefits, and integration possibilities. These companies produce a variety of commercial products for the automotive, aircraft, aerospace, computer hard disk drive and medical device markets. In applications where both cleanliness and production objectives must be achieved, the technology has proven to be mechanically reliable, consistently effective, easy to use, and economical. ASI
For more information, contact the author at (661) 430-6768 or david.jackson@cleanlogix.com, or visit www.cleanlogix.com.
References
1. “The Changing Value of Water to the U.S. Economy: Implications from Five Industrial Sectors,” CH2M Hill, September 2012, www.ch2m.com/sites/default/files/content/article/attachments/239045_CH2MHILL_ChangingValueofWater_MatichichMierzejewskiByersPtizlerAhmed_FINAL_9-12-12_2.pdf.
2. D. Jackson et al, “It Looks Like Snow: Using Solid-state CO2 in Critical Cleaning,” Precision Cleaning, May 1999, Vol. VII., No. 5, pp. 16-19.
3. U.S. Patent 5,725,154, D. Jackson, Dense Fluid Spray Cleaning Method and Apparatus, March 1998.
4. U.S. Patent 6,656,017, D. Jackson, Open Cell Minienvironment, December 2003.
5. U.S. Patent 6,979,362, D. Jackson, Apparatus and Process for the Treatment, Delivery, and Recycle of Process Fluids used in Dense Phase Carbon Dioxide Applications, December 2005.
6. U.S. Patent 7,451,941, D. Jackson, Dense Fluid Spray Cleaning Method and Apparatus, November 2008.
7. U.S. Patent 8,021,489, D. Jackson, Substrate Treatment Process, September 2011.
8. U.S. Patent 9,221,067, D. Jackson et al, CO2 Composite Spray Method and Apparatus, December 2015.
9. U.S. Patent 9,227,215, D. Jackson et al, Determination of Composition and Structure of a CO2 Composite Spray, January 2016.
10. U.S. Patent 9,352,355, D. Jackson et al, Particle-Plasma Ablation Process, May 2016.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




