Adding Functionality to Hot-Melt Adhesives
Mineral oils can add functionality in metallocene polyolefin-based hot-melt adhesives.





Metallocene polyolefins (mPOs) are increasingly gaining ground in adhesive applications due to their unique characteristics, supply security and enhanced performance in different fields. However, these materials also have their limitations and, in certain formulations, their applicability is a concern that manufacturers find difficult to overcome.
Most tackifying resins for adhesives have good compatibility with the traditional polymers that have been used for decades. These materials are relatively polar, which makes them work well with a range of raw materials. In contrast, metallocene polyolefins are completely different and, due to the PE and PP base, such structures tend to be non-polar. This property has a great impact on compatibility; therefore, when it comes to mPOs, the choice of resins is limited. MPOs work well with non-polar resins (i.e., aliphatic hydrocarbon resins), but they tend to be incompatible with natural-based resins that are more polar tackifiers.
In addition to the polymer and the resin, mineral oil is an essential part of most hot-melt formulations. Mineral oils plasticize the polymer, dissolve the tackifying resin, improve processing by modifying the rheology and tailor the final adhesive properties. Mineral oils are compatible with a variety of resins and polymers. Therefore, we sought to determine whether mineral oils could act as compatibilizer between polar tackifiers and mPOs.
The study was carried out in two steps. First, the compatibility of different types of mineral oils was determined with a variety of natural-based resins. Second, the impact of mineral oil on the compatibility between the polymer and resin was examined.
Mineral Oil–Resin Compatibility
The most common way to demonstrate compatibility between a resin and a mineral oil is the cloud point measurement: A certain amount of resin is dissolved in oil at a temperature around 100°C. Then, during cooling, the cloud formation temperature is observed. This temperature indicates a phase separation between the oil and the resin, which is a clear indication on the degree of compatibility. Lower cloud point means higher attractive forces between the materials, hence better compatibility.
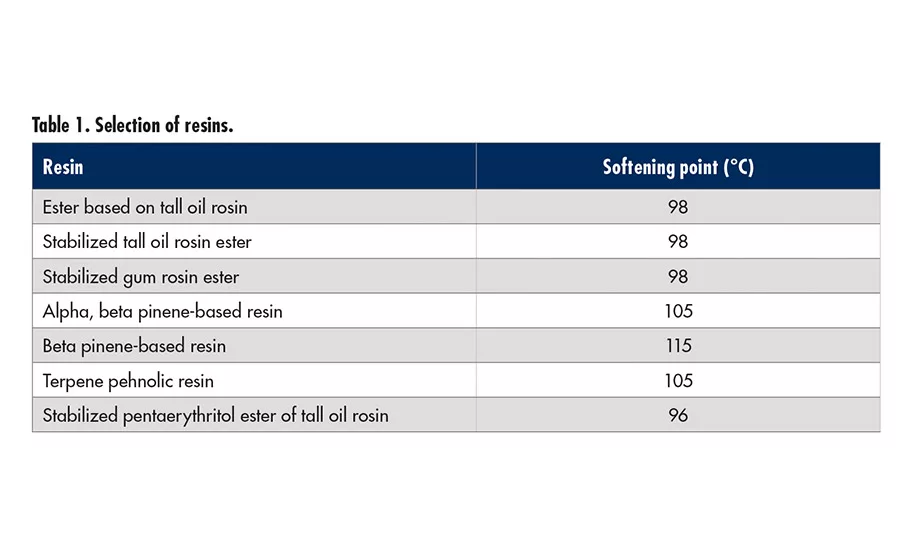
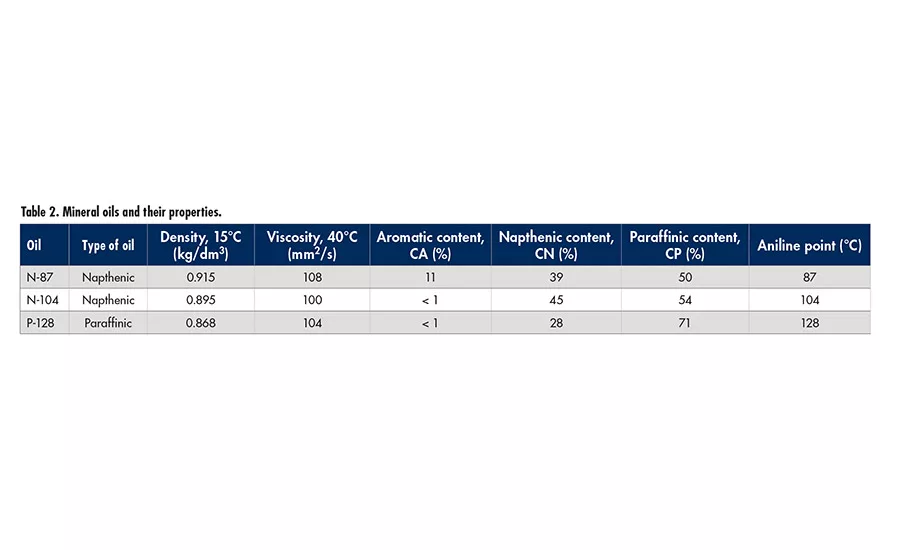
Seven resins (see Table 1) were selected for the initial compatibility study, along with three different mineral oils (see Table 2). The compatibility of mineral oil with any hot-melt formulation component depends on mainly the aniline point and the hydrocarbon distribution. There is a secondary effect of viscosity as well, which was eliminated by choosing oil grades with similar viscosities. The three naphthenic grades differ mainly in aniline point and aromatic hydrocarbon content. The aromatic and naphthenic hydrocarbon content plays a vital role in the polarity of the mineral oil. Higher aromatic/naphthenic content indicates higher polarity and a lower aniline point. Aniline point is a measurement where aniline (very polar solvent) is mixed with oil and the miscibility temperature is observed. For this dissolution, the “like dissolves like” theory is applicable; therefore, lower aniline point (miscibility temperature) means higher polarity.
Figure 1 represents the results from the cloud point measurements. In all, the cloud point was not observed until 20°C at any oil. This indicated very good compatibility between the resins and the tested mineral oils. In order to be able to make a ranking, the dissolution temperature was noted, which showed clear differences between the different resins and oils. The trend is that the dissolution temperature of the resin is lowest in the case of the most polar mineral oil (N-87) and the highest for the oil with the lowest polarity (P-128).
Based on the results, three resins (ester based tall oil rosin, gum rosin ester and pentaeryhtritol ester) were shortlisted for further formulation trials. The idea was to select resins most compatible with oils in order to ensure the best compatibilizing performance in a hot-melt formulation.
Impact of Mineral Oil on Formulation Compatibility
In the second part of the study, the compatibilizing efficiency of mineral oil was investigated in hot-melt formulations based on the three selected resins and a metallocene polyethylene (mPE). In order to be able to judge the results, one additional formulation was prepared with hydrocarbon resin that served as a reference material.
Rheology analysis was used to confirm the incompatibility of the resins with the polymer and further to examine the compatibility achieved by the addition of mineral oil. It was confirmed that the hydrocarbon resin was compatible with all the components. However, none of the selected resins were compatible with the polymer. Figure 2 represents the rheology curve of the reference formulation including hydrocarbon resin and oil. A key indicator for compatibility is the uniform glass transition (Tg) peak and the nicely declining modulus curves.
Figure 3 shows the rheology curve of the pentaerythirol ester resin and metallocene polyethylene. There is clear evidence of incompatibility; two glass-transition peaks were observed. The one at lower temperature corresponds to the Tg of the resin, while the other between 60 and 80°C belongs to the Tg of the polymer. In addition, two distinct peaks were observed on both modulus curves. This type of rheological behavior indicates a high degree of incompatibility and phase separation in the formulation.
Figure 4 shows the rheology result of the formulation with pentaerythirol ester, metallocene polyethylene and mineral oil. This time, only one very sharp and uniform peak was observed with nicely declining modulus curves. This result is comparable to the result of the reference formulation and indicated that a very high degree of compatibility was achieved with the addition of mineral oil. A slight difference was observed in the curves and Tg peak due to the different mineral oils. The formulation with N-87, the most polar oil, had the highest modulus values and the sharpest, highest peak. This indicates superior adhesives performance compared to the other oils and better wet-out properties as well. The same tendency was observed for the ester-based tall oil and gum rosin ester-based formulations.
Rheology data can provide only an indication on the expected performance; therefore, peel performance tests were also carried out. Figure 5 compares the 90° peel strength of the reference formulation and the pentaeryhtirol ester compatibilized by the different mineral oils on different substrates (steel, glass, PE). The highest peel performance was observed with the most polar, N-87 oil. Even though the results are lower in the case of steel and at 180° peel, the peel strength to glass and PE is comparable.
It can be concluded that mineral oils showed very good efficiency in compatibilizing incompatible resins with metallocene polyethylene. The compatibility of every shortlisted resin improved significantly, which was confirmed by rheology analysis. The peel performance results are also promising, and the pentaerythirol ester-based formulation showed very comparable peel performance to the reference formulation containing hydrocarbon resin. These results demonstrate that mineral oils can provide additional functionality, in addition to the main purpose of being a plasticizer in hot-melt formulations, and can be utilized for compatibilization. ASI
For more information, visit www.nynas.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



