Reshaping Adhesive and Sealant Formulation Strategies
A new organic/inorganic composite powder simultaneously simplifies formulas and improves product performance, manufacturing operations, and economics.


Adhesive and sealant manufacturers and end users are always looking for a competitive edge. Faced with a bewildering number of formulation choices and risk/reward tradeoffs, they can end up getting left behind as technologies advance, or make a technical or business mistake if they are too aggressive. There are literally hundreds of raw materials to choose from, a long process to validate and verify new ingredients, and precious little time for internally driven product development projects. A recently developed engineered material* is helping adhesive and sealant manufacturers rethink their formulation strategies. In fact, early adopters report simpler, better-performing, lower-cost formulas, improved plant processing—better mixing, shorter batch cycle times, increased yields and lower total cost in use.
With dosing rates ranging from 2% to more than 30% by weight, initial applications include hot-melt pressure-sensitive adhesives (HMPSAs) for flashing tape, cope seals for the foundry industry, roofing mastics, liquid and peel-and-stick adhesives for roofing membranes, rubber compounds, sporting clays, and road surface and maintenance products. These early positive results were followed up with commissioning two third-party-certified laboratories to complete R&D projects aimed at helping formulators and compounders better understand how the new material could help them achieve their technical and business objectives.
Product Characterization
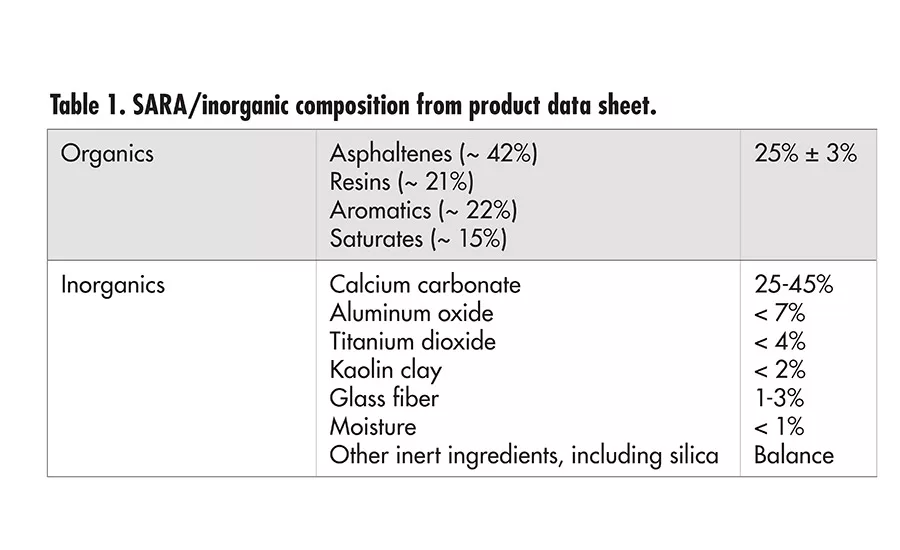
The engineered material is a free-flowing, organic-encapsulated, inorganic composite powder. Due to the combination of its composite structure, particle size distribution and organic phase chemistry, it has been demonstrated to simultaneously replace multiple ingredients and/or reduce consumption of commonly used and oftentimes higher-priced ingredients like titanium dioxide, plasticizers, bitumen, tackifiers, process oils, powdered coal, and soft and hard clays.
Manufactured in a patented, high-temperature thermal/mechanical process, the resulting organic phase is a high-softening-point oxidized asphaltene and resin-rich composition containing approximately 2½ times more resins and asphaltenes than common bitumen. It consists of high-molecular-weight, complex mixtures of polyaromatic carbon ring units containing oxygen, nitrogen and sulfur hetero-atoms. The resulting highly polar structure is known to exhibit polymeric behavior, physical crosslinking and addition-type chemical reactions (hydrogen bonding, Van der Waals). The organic phase is soluble in aromatics and longer straight chain hydrocarbons and insoluble in water and alcohols. The inorganic phase consists primarily of calcium carbonate, aluminum oxide, titanium dioxide, kaolin clay, glass fiber and other inert ingredients.
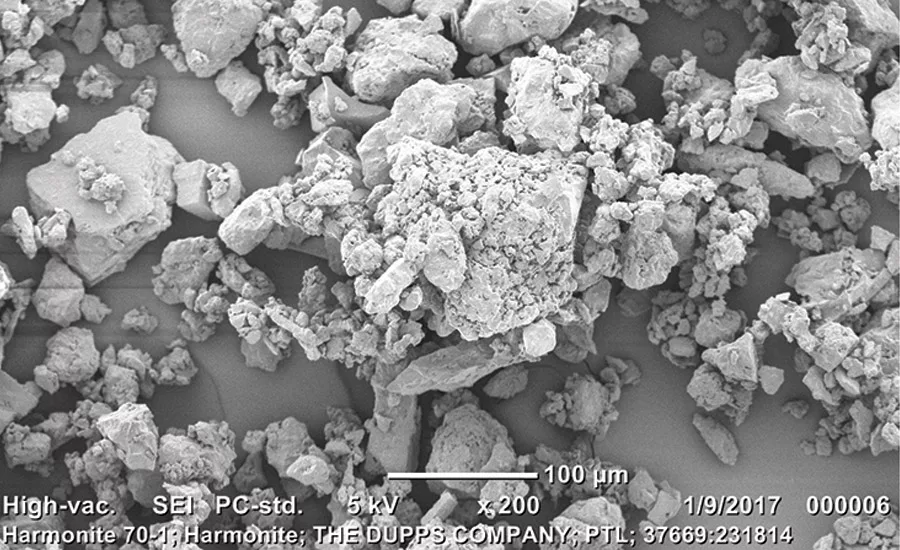
While the standard product is physically screened to a -40 mesh, it should be noted that light scattering analytical techniques more fully and accurately describe particle size distributions based on particle count and/or particle mass. On a particle count basis, more than 90% of the particles have an equivalent diameter < 34 microns and 50% are < 15 microns. As the photomicrograph shows in Figure 1 (p. 21), the naturally tacky nature of the powder enables smaller particles to cling to each other in a free-flowing physical powder form, yet readily disperse when introduced into hot-melt adhesives or other formulas containing various process oils, solvents, and polymers.
Hot-Melt Pressure-Sensitive Adhesives
The engineered material has been successfully used in a proprietary commercial flashing tape application for almost two years. The manufacturer has reported that the material improved the internal strength of its butyl adhesive and reduced the formula cost. In addition, the good blending characteristics of the material allowed the manufacturer to increase total production by more fully using its vessel capacity in every batch.
In an effort to further educate tape manufacturers of the potential benefits and versatility of formulating HMPSAs with these powders, a well-known and respected third-party adhesives research laboratory was contracted to formulate hot-melt construction adhesives for use in applications like flashing tape, roofing membranes, and protective pipe wraps. The research objectives were threefold:
1. Simpler formulas
2. Equal or better performance than existing products
3. Comparable or lower cost
A published architectural adhesive formula containing eight ingredients was used as the basis of the Phase 1 experiments. The published formula contained: a partially crosslinked butyl rubber and two polybutene tackifiers, along with CaCO3, talc, hydrated silica, CaCO3-coated stearic acid, and titanium dioxide.
Phase 1 Testing
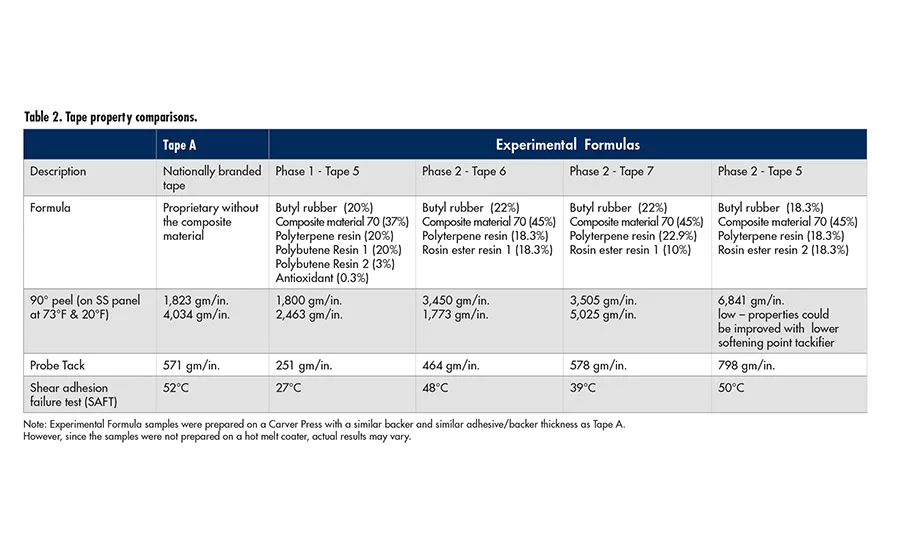
In this phase of formulation development, all five inorganic ingredients in the published formula were replaced with the engineered material. A small quantity of antioxidant was added to the experimental formulas, with the engineered material consumption ranging from ~ 37-55% by weight. Tape samples were then prepared by pressing the adhesive onto a 7-mm polypropylene backer using a Carver press with a heated platen. The adhesive thickness of the test samples was maintained at 12-13 mm (i.e., similar to other commercially available construction flashing tapes).
The test samples were then cut to size as required by various test methods and tested for 90° peel adhesion, probe tack and shear adhesion failure temperature (SAFT) according to industry-accepted test methods. The experimental formulas were then compared to a nationally branded premium flashing tape. Upon analysis of the first set of formulas, it was determined that the addition of another tackifier to the formula would help improve peel adhesion, but likely lower SAFT due to the low glass transition temperature of the chosen tackifier. After this addition was made, the modified adhesive delivered similar peel adhesion results as the nationally branded tape, but it created a softer adhesive that lowered probe tack and SAFT properties. The laboratory concluded that formulas using the composite powder based on either -40 mesh or -70 mesh variants could be usefully employed in construction adhesive applications.
Phase 2 Testing
A Phase 2 study was then commissioned to further simplify the formulas and improve peel adhesion, probe tack and SAFT test properties, while maximizing the engineered material content. In this phase, the antioxidant was eliminated from the Phase 1 formulas to determine whether or not an antioxidant was actually needed since the engineered material is already an oxidized organic. The polybutene tackifiers were replaced with two other types of tackifiers that were deemed to be better-suited for these types of applications. The changes delivered significantly improved performance compared to Phase 1 results, with simple four-ingredient adhesive compounds containing the engineered material, the partially crosslinked butyl polymer, and two tackifiers (a rosin ester and a polyterpene resin).
Of the five experimental formulas developed in Phase 1 and the eight formulas prepared in Phase 2, four formulas delivered the best combination of properties for use in various types of HMPSAs. The best-performing Phase 1 adhesive was a softer adhesive that appears more suitable for underground protective pipe wraps, while three formulas from Phase 2 appear to be well-suited for typical flashing tape applications. Heat aging studies on two of the Phase 2 compounds indicated that one was very stable and would not require an antioxidant, while the other one exhibited moderate stability; it was recommended that an antioxidant be added to the second compound.
The performance of the engineered material formulas compared favorably to the nationally branded premium flashing tape that retails for $35-38 for a 4 x 75-ft roll (25 sq ft). Material cost estimates for the various formulas containing the engineered material ranged from $1.20-1.70 per lb, which was deemed by the laboratory to be very competitive with other similar types of construction adhesives. The laboratory further concluded that formulas containing the engineered material would be easier to process compared to ones using inorganic fillers.
Elastomer Compounding
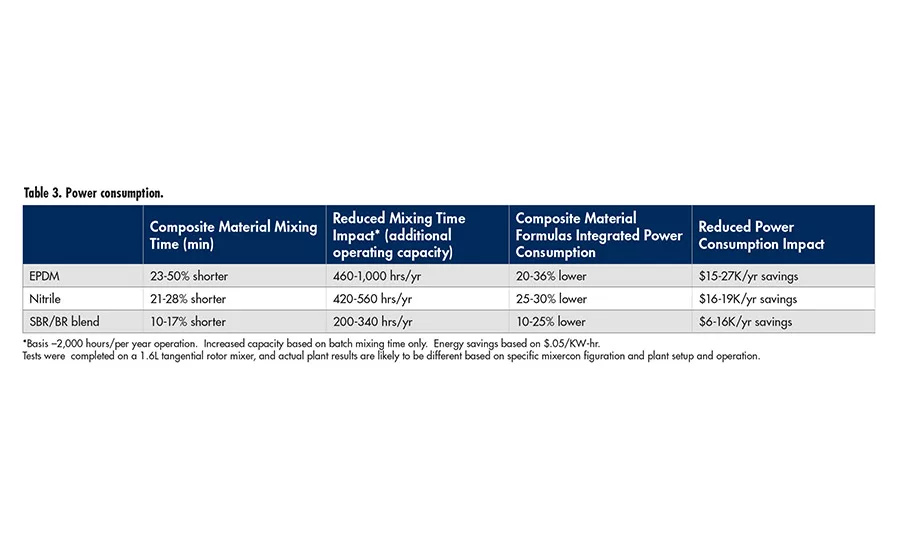
Similarly, additional independent third-party research was undertaken to determine the viability of using various grades of the engineered material in three high-volume industrial rubber compounding applications: EPDM for hose covers, nitrile rubber for floor mats, and an SBR/BR blend for conveyor covers. While not directly applicable to adhesives and sealants formulations per se, the results indicated that there is some cross-over from the research that applies to adhesives and sealants, namely shorter mixing cycles and lower power consumption. The laboratory attributed these benefits to a plasticizing/compatibalizing/homogenizing effect.
In this research, control compounds were modified with the engineered material, and the properties of the modified formulas were compared to the control compounds. In Phase 1 of this research, the engineered material replaced and/or reduced the consumption of powdered coal, and hard or soft clays. Four formulas each were prepared and tested for the three elastomeric compounds, using -40 mesh and -70 mesh engineered composite products at two different dosing rates.
In all cases in Phase 1, as a result of significantly shorter mixing cycles and lower power consumption, the R&D indicated that the engineered material had a “plasticizing effect” on the compounds. Physical properties tests on the un-aged formulas were completed and shown to be comparable to the control in many aspects. In general, the smaller-mesh composite powder outperformed the -40 mesh product in these applications.
The compounds were also subjected to various aging studies―heat aging, immersion tests in oil, ethylene glycol/water, and water, as well as abrasion testing. Results indicated that the engineered material had comparable or superior performance in a number of tests; in other instances, the control formulas outperformed formulas containing the engineered material. According to the research lab, it is believed that any differences in properties could be readily addressed via minor modification of the experimental formulas depending on the properties most desired by the end user. The laboratory concluded that the experimental formulas would be suitable for these applications as is, or with minor formulation changes.
A second phase of research was conducted on the SBR/BR blend for Class II conveyor covers. Results showed that the engineered material:
• Successfully replaced powdered coal
• Reduced the consumption of the aromatic oil used as a process aid and plasticizer by 32%
• Reduced the cost of the formula by an estimated $0.025-0.03/lb
• Improved abrasion resistance by 13%
Conclusion
While every application is different and every formula is unique, the preceding experimental results, combined
with feedback from commercial
users, indicate that the new engineered material is a versatile, multi-function ingredient that can improve formula performance, lower formula costs, and improve processing operations. From application to application, the material has exhibited characteristics of a process aid, a plasticizer, rheology modifier, thickener, homogenizer, compatibalizing agent, extender and filler. ASI
For more information, visit www.rssharmonite.com.
*Harmonite®
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






