UV and LED Technologies for Adhesive Curing Applications
Adhesives are cured right away using UV/LED technologies, so the parts or converted materials are immediately ready for the next downstream process.
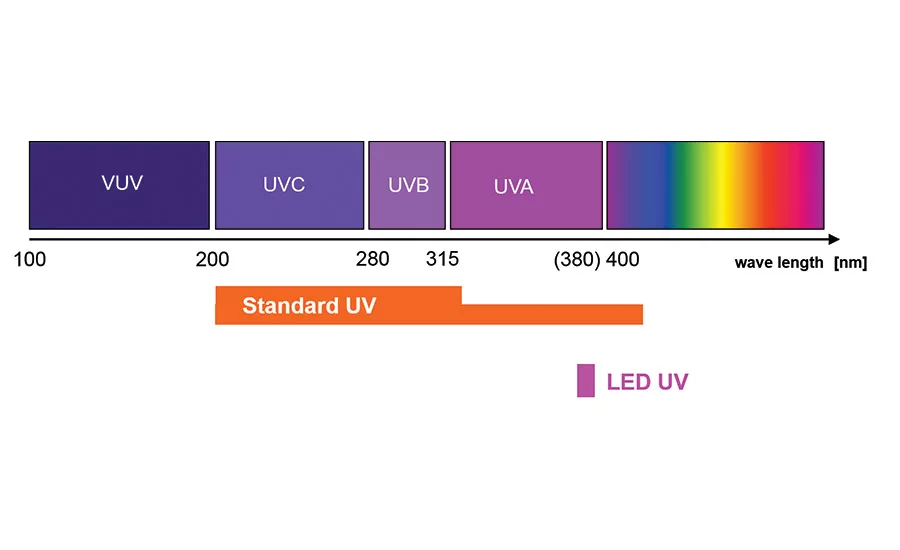
Figure 1. The UV spectrum.
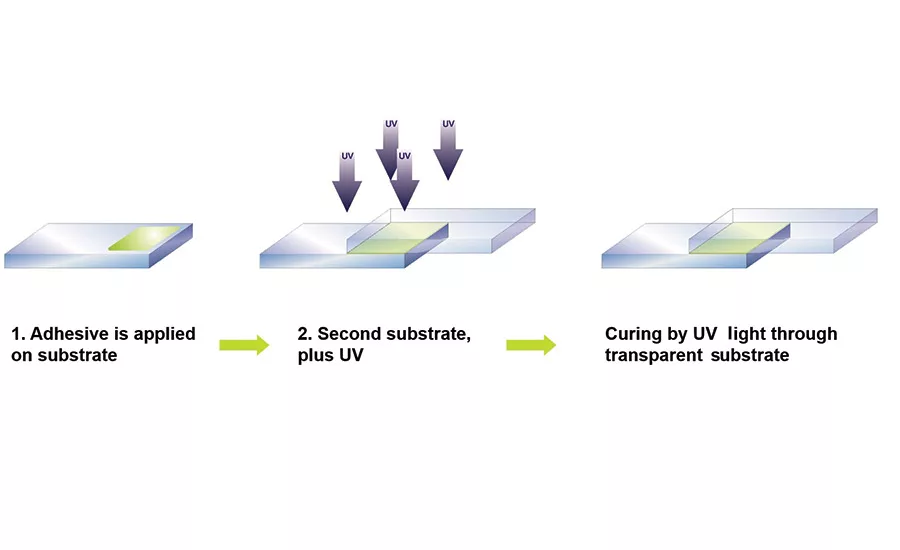
Figure 2. High-intensity energy can be used to transmit the dose to the adhesive if the adhesive is under a layer of transparent material.
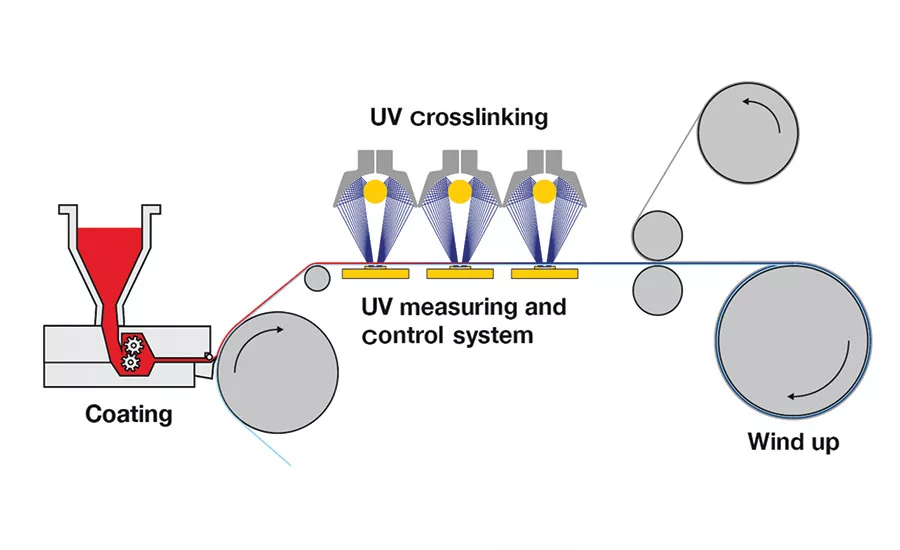
Figure 3. In the case of hot-melt UV acrylate adhesives, the dose is monitored with a highly accurate sensor and is linked into the UV system’s power setting to create a closed-loop power control.
As adhesives become more prevalent and accepted in industry, the more varied the formulations have become—and by corollary, the more diverse the curing mechanisms. One curing method that has gained traction is radiation curing—specifically, using the ultraviolet (UV) spectrum to provide photonic energy that triggers a fast reaction called photopolymerization. In this particular case, the adhesives contain a photo initiator, which, when exposed to UV light, generates a reactive species that starts to create C-C bonds; the higher the percentage of C-C bonds, the better the “cure.”
As UV/light emitting diode (LED) curing is very fast, it lends itself well to continuous production processes, such as converting reels of material through a machine that applies a pressure-sensitive adhesive for tapes. The same principle applies for printing on a reel of material and is widely used in graphic arts production.
In an industrial setting (typically LED), adhesives are applied to sub-assembly components and then exposed to the LED light, which then bonds the parts together. Since the adhesive is cured right away, the parts, converted material, etc. can be handled and are immediately ready for the next downstream process. These types of adhesives often offer a stronger alternative to fittings/fasteners and also remove complex production steps, simplifying the process and reducing costs.
Understanding UV and LED
To differentiate between the general designations of UV and LED, we look at the spectrum that these systems produce (see Figure 1). A classic UV lamp (e.g., medium-pressure arc) produces an output spectra that is dependent on the dopant (additive) that is used in the bulb. For example, a mercury-doped bulb will produce a UVC-rich spectrum (short wave length/high energy), while an iron-doped bulb will produce a UVA-rich spectrum (long wavelength/less energetic). Generally speaking, both will produce output in the UV range of 200-400 nm; the dopants determine the emphasis.
The LED array is a type of UV lamp that produces monochromatic UVA output; the most popular output for adhesives is 405 nm. The two emitting sources offer additional relative advantages, but for the purposes of this overview, they have been simplified to the type of output. The two variables that are generally considered when defining output of UV or LED are dose (in mJ/cm²) and intensity or peak (measured in mW/cm²) in a given band (UVC, UVB, UVA).
Dose, which is time (speed) related, refers to energy density; put another way, dose is the amount of energy available to create the photopolymerization reaction and the subsequent C-C bonds. Intensity is how “bright” the output is. This becomes important with heavier coat weights or opaque (or colored) adhesive, where the energy needs to be driven through the layer to ensure throughcure. The same principle is used if the adhesive is under a layer of transparent material and the energy needs high intensity to transmit the dose to the adhesive (see Figure 2).
Practical Examples
To highlight some distinct and practical applications between the two types of systems, we can consider two examples: hot-melt UV acrylates and LED assembly adhesives. Hot-melt UV acrylates are often used to produce a variety of pressure-sensitive tapes that range from simple single-sided affixing tape through to complex double-sided, high-tack construction tape that uses a variety of carriers.
This hot-melt adhesive is usually applied with an extrusion mechanism (slot die) that meters the adhesive with relative accuracy onto a moving web of material (carrier or liner), such as in a converting line. The applied adhesive is then transported under UV lights with a UVC-rich spectrum that activates the formulation to produce the desired adhesive characteristics.
A second web can be introduced onto the adhesive before the material is rewound at the back of the machine. This type of adhesive requires high precision in UV output (specifically in the dose) to ensure the tape characteristics. In this application, the dose is monitored with a highly accurate sensor and is linked into the UV system’s power setting to create a closed-loop power control (see Figure 3).
Assembly adhesives can be found in a variety of industrial segments, from medical devices to auto radar sensors and refrigerator shelves. These adhesives tend to react around 400-405 nm and offer many key characteristics, along with basic mechanical bonding strength. Dissimilar materials, temperature extremes, demanding regulatory safety directives (e.g., needle bonding for syringes), simple and inexpensive applicators, and ease of use are a few of the reasons that LED adhesives are widely accepted.
The LED arrays are smaller and less complex than their UV counterparts and provide a form factor that is easily integrated into production lines. In these applications, the adhesive is generally extruded through a metered gun into a bead onto the part, which then passes under a LED light to activate the chemistry. The second component is then mated and affixed.
It should be noted that the LED emitter can be an array over a given distance or a spot source delivered via a light guide (ideal for clamshell production). Other products such as sealants, putties, and fillers also work well with LED.
Another point of interest is that some families of the industrial LED adhesives also require some UVC output to achieve the desired result. In these cases, a hybrid system of UV and LED is supplied so that the adhesive chemistry is fully activated.
Determining Feasibility
One common question from companies that are considering UV adhesives is how to check the “cure.” As previously mentioned, this is generally defined by the percentage of C-C bonds present. It is usually measured with Fourier-transform infrared spectroscopy (FTIR) and similar instruments that are not usually in the arsenal of most in-house labs. However, a number of inferred tests can be used to check properties such as shear strength, tack, and mechanical bonding; these are widely used as an empirical measure for QA. Although this is a very simplistic snapshot, well-defined and established processes and methods are available to give a strong indication of the “cure.”
As with all new methods and processes, there is a discovery and research phase, especially as these curing systems are installed on critical production lines. The UV curing mechanism has been operating in the adhesive field for nearly 30 years. An extensive application lexicon coupled to UV equipment manufacturers’ lab development resources can provide qualified answers to companies considering the change to UV.
It should be noted that the UV and LED adhesives mentioned are readily available from a variety of well-known and respected adhesive suppliers in the marketplace. Your preferred supplier will be able to guide you accordingly.
For more information, contact the author at (630) 561-2024 or chris.davis@usa.ist-uv.com, or visit www.ist-uv.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




