Structural Bonding and Repair with Acrylic Adhesives
The right adhesive joining solution can have tremendous influence on operational efficiency, productivity, and profitability.

Market studies indicate that the use of structural adhesives will continue to show significant growth in the coming years. Whether for first joining operations, maintenance, or repair operations, the use of paste adhesives offers many advantages compared to welding or traditional mechanical fastening, including ease of use, environmental resistance, sealing, stress distribution, and joining dissimilar materials.
However, we must not forget that from a processing point of view, liquid or paste adhesives set a few challenges. The main issues affecting efficiency, productivity, and profitability are:
- Surface preparation and primer requirements—to achieve optimal bonds, surface preparation and/or primers are often required, adding time, labor, and costs to the overall process
- Bond performance—it is often hard to find an adhesive that has bonding capabilities with multiple substrates; too often, inventories must be increased with numerous adhesive references
- Cure times—it is often difficult to find an adhesive that achieves fast or optimal cure to improve productivity
- Transport and storage—some adhesives have, for instance, a flammable classification that poses risks during transportation and/or storage, or they require special and expensive conditions for this
- Toxicity profiles—several adhesives on the market today present non-friendly toxicity profiles, presenting risks to operators and adding costs for protective equipment and specialty handling devices
- Employees’ wellbeing—it is too often the case that employee wellbeing and satisfaction are affected by aggressive or unpleasant odors, especially in closed working environments requiring additional installation of expensive mitigation devices
Reducing Pre-Bonding Operations
Substrate surface preparation for adhesive bonding is extremely important in determining joint performance. Without proper surface preparation, even the best adhesive will not produce a durable, high-strength joint. Surface preparation cleans the adherend surface and/or introduces chemical functional groups at the surface to promote wetting and chemical bonding between the adherend and the adhesive.
Contaminants include grease, dust, and oil; metal surfaces also become contaminated with oxides generated by corrosion. Surface preparation methods that are used depend on the class of adherend and the type(s) of surface contaminant(s). Generally, surface treatments can be mechanical, chemical, electrical, or even use plasma, UV light, or lasers for surface modification.
Surface preparation methods all have something in common: they are time consuming and thus negatively influence productivity and profitability. Epoxy or polyurethane adhesives are extremely dependent on surface preparation quality, whereas methyl-methacrylate-based adhesives are known for their “self-cleaning” action on numerous contaminated surfaces. Most recent developments in acrylic chemistry and formulation1,2,3 enable the design of adhesives that are often more efficient in that aspect, reducing or nearly eliminating the need for surface preparation to meet high bonding performance.

*Click the image for greater detail
Figure 1. Surface contamination can be assessed by measuring the wetting angle of various liquids.
Reducing Inventory and Complexity
When various substrates must be bonded on the assembly lines or during repair operations, the solution has often been to increase the number of adhesive choices. The need to bond multiple materials in the same workshop, and specifically to bond dissimilar materials, is growing due to more innovative and ambitious designs. In addition, these designs are leading to the increased use of adhesives over traditional mechanical fastening methods, given their multiple advantages when joining complex components.
The use of multiple highly specialized products increases inventory costs and adds complexity in supply logistics, workshop planning, and organization. Due to these challenges, innovation is driving new products that offer multi-material bonding capabilities. What this means for the end user is the ability to reduce the number and types of adhesives in their inventory.
To reach optimal bond strength for applications that involve joining dissimilar substrates, many factors must be considered, including: service conditions; joint design; curing constraints; and thermal, electrical, or mechanical targeted performance. A critical parameter to consider is the difference in coefficients of thermal expansion (CTE) between the substrates. In addition to resistance to the different stresses imposed by the applications (e.g., impact, vibrations, shear, and environment), the adhesive joint must survive the substrates’ dimensional changes due to a temperature increase or decrease. It is essential to consider these issues before choosing an adhesive system.
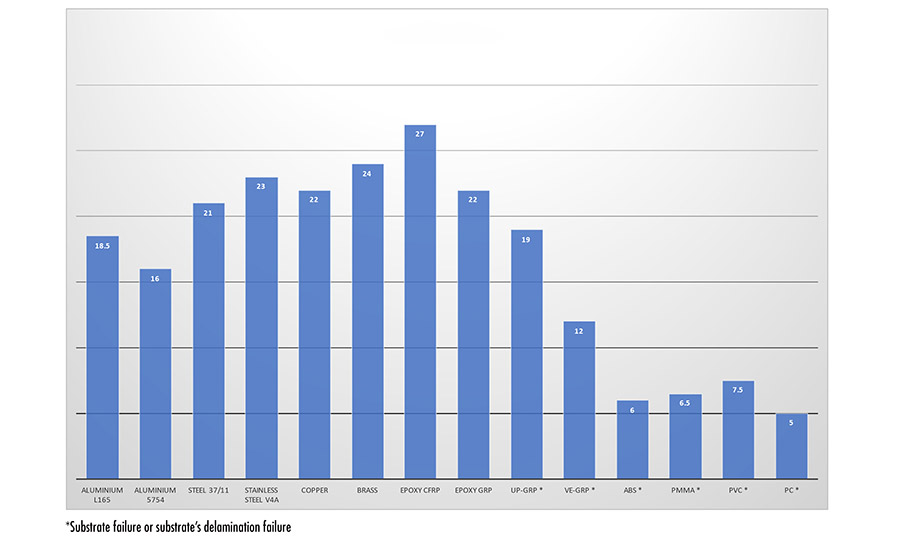
Recently marketed acrylic adhesives have been designed to offer compatibility to a wide spectrum of substrates, offering strong adhesion to metals, composites, and thermoplastic materials. Some of these adhesives also demonstrate high toughness and/or flexibility to withstand important differences in dimensional changes between the substrates and also to minimize the potential of failure from fatigue or hysteresis due to the forces generated in the joint. Such adhesives1 can be used for many different applications and replace several specialized products, consequently reducing inventory, lowering complexity, and minimizing the training needed by workers.
*Click the image for greater detail
Figure 2. Typical average lap shear strength values (MPa-ISO 457) illustrate the broad bonding spectrum of one recent development.1
Optimizing Design and Processing Times
When designing adhesive applications, optimizing joint design is an important consideration. Adhesive joints, unlike those that are mechanically fastened, provide designers with the freedom to focus on the various stresses a particular joint is expected to endure at its projected service temperature. During the design exercise, critical attention must be paid to the potential effects of mechanical and thermal stress requirements, particularly in dynamic bonding applications. Furthermore, assembly, manufacturing methodology, and cost factors must all be considered when proposing a joint design.
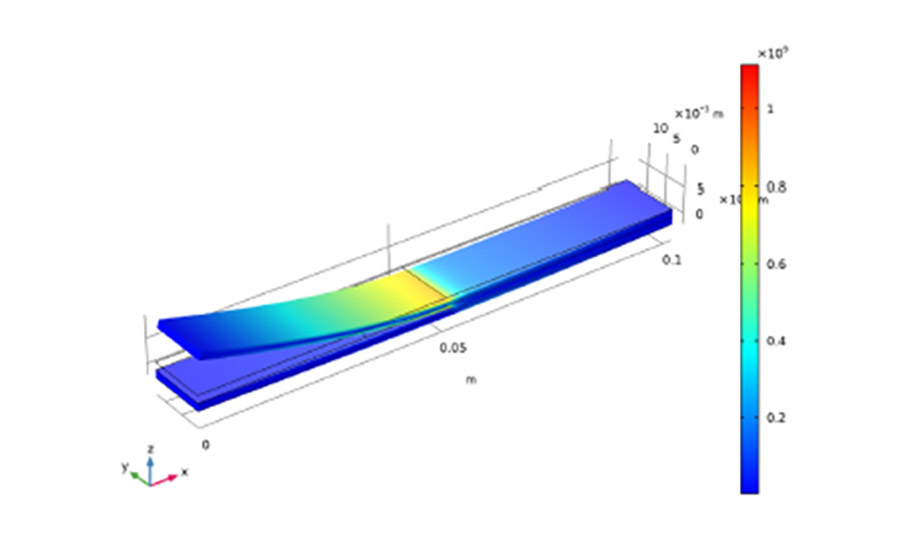
To facilitate designers’ work, material models provide a wealth of information about the physical, mechanical, and thermal behavior of adhesives.4 The main disclosed properties that allow engineers to achieve fast and accurate application simulations include tensile properties, Poisson’s ratio, fracture toughness, coefficient of thermal expansion, glass transition temperature, lap-shear strength, T-peel strength, cured density, volumetric shrinkage, and shore hardness. These properties provide engineers with the data they need to predict the combined effect of design parameters and adhesive properties over the process and operational conditions of their project, helping them reduce time and expense in their respective applications.
*Click the image for greater detail
Figure 3. Stress localization simulation during joint delamination.
In terms of processing, two different time-related factors are important: application time and curing time. The application time, also called open time, corresponds to the time allowed for workers to apply the adhesive and put it in contact with the two substrates to be bonded. Curing time refers to the time needed for polymerization; it dictates how long it will take to allow manipulation of the joint and/or its use under loads. Both of these time factors influence productivity in parts assembly, as well as in maintenance or repair operations. For acrylic chemistry, the choice for various combinations of these two processing times is expanding.
Recent innovations in catalysts for acrylic chemistry allow advanced adhesives manufacturers to offer several reactivities of a given adhesive, offering end users optimized processing times and the opportunity to improve productivity in their assembly and repair operations, even in demanding conditions. Two examples are worth mentioning to illustrate this trend.
The first example is an acrylic adhesive1 that features more than 50% elongation and a high resistance to hot and wet environments. This adhesive offers 5- and 15-min open times, allowing for applications as varied as bonding primary and secondary train structures, mid-sized interior rail coach parts, bus and truck components, large panels on trailers, small- and medium-sized interior parts, or even boat fittings.
The second example is an extremely fast-curing acrylic solution2 that is able to cure between -20°C (-4°F) and 40°C (104°F) in wet conditions and even under water/salt water. Products with two different reactivities (1.5- and 5-min pot life at room temperature) allow various applications for which either the ultra-fast reactivity or the low-temperature or underwater curing capabilities are needed.
Dynamic applications for this solution can be found in the maintenance and repair domain, where engineers must consider downtime and resource utilization factors that can mean the difference between profit and loss. Handling these two variables in extreme environments requires finely calibrated planning and execution. For the repair of wind turbines under extreme conditions (e.g., at -20°C), for example, downtime due to repair and maintenance directly affects the turbines’ efficiency and profitability. The ability to work effectively under these conditions is a highly sought-after solution in the wind industry.
Minimizing downtime is key, but the challenging environment of wind farms requires highly skilled and costly technicians working in tight time windows. Therefore, there is an increasing need to be able to complete repair work on demand, “anytime and anywhere,” rather than in established repair seasons. Their ability to cure in challenging environments enables recent acrylic adhesives solutions to help reduce wind turbine downtime by 25-50% and total repair time by up to 90%.

*Click the image for greater detail
The ability to work effectively under extreme conditions is a highly sought-after solution in the wind industry. (Photo courtesy of Blade Solutions AB.)
Similar applications are seen in repair operations in the marine industry, where challenging conditions such as humidity and extreme temperatures are present. The reduction of vessel downtime is critical. In fact, in many cases, the boats have to be repaired in the water between maintenance cycles. As a result, the performance of the right adhesive, as well as its processing capabilities to meet the needed cure performance, are paramount.
Safer Logistics and Operators’ Wellbeing
One of the latest developments3 within the acrylic adhesives family focuses on solving issues linked to safety and working conditions. Often-reported drawbacks of standard methyl-methacrylate-based adhesives include their strong odor and their classification as flammable products. The first issue is linked to the use of a methyl methacrylate monomer in the formulation, while the second is a result of the nature of the catalyst package.
Strong and uncomfortable odors affect workers’ health and satisfaction, especially in closed working environments. In addition, some of these adhesives are classified as respiratory irritant substances, which require protective equipment for application. This in turn affects productivity, costs, and, importantly, employees’ wellbeing. The flammable classification has other consequences as well, such as transportation and storage in specialized environments. All of this can negatively affect costs.
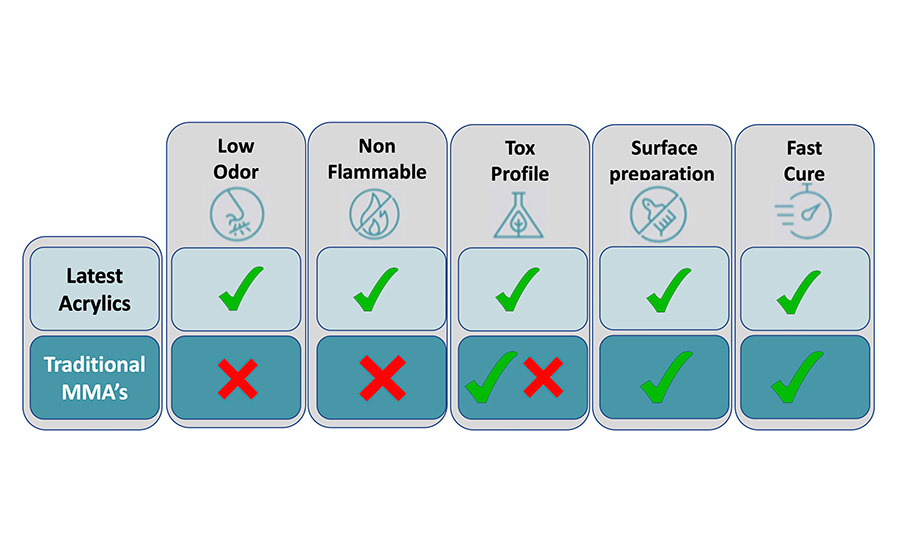
A recently marketed acrylic adhesive3 benefited from an innovation in monomers (eliminating the methyl methacrylate) and from a pioneering catalyst package. The implementation of both advances lead to the emergence of a second generation of acrylic adhesive that keeps all the benefits of first-generation products while providing additional benefits. The adhesive offers up to 90% less smell, is non-flammable, has a snap-curing behavior, and comes in two open-time versions. It displays high impact and crash resistance due to 50%+ elongation, and its more friendly toxicological profile and non-flammable classification help to lower risks, along with the subsequent transportation and storage costs.
*Click the image for greater detail
Figure 4. Comparison of new acrylics and standard MMAs.
Sustainability Considerations
As innovations help drive acrylic adhesives to grow in market share among the different chemistries used for structural adhesives, one can expect that their sustainable character and particularly carbon footprint will be in focus. Several new bio-based monomers are under evaluation in development laboratories; their use, if technically possible, will contribute to lowering the global warming potential of the adhesives (expressed in Kg of CO2 emissions/Kg of manufactured adhesive).
Preference is given today to what is commonly called “second-generation” feedstocks, mainly those derived from ligno-cellulosic origin and not competing with food production even if their availability at industrial scale is currently much lower than that of the first generation. In the future, the third generation related to algal biomass will certainly also be linked to the utilization of CO2 as feedstock.
In addition to bio-based monomers, chemists and formulators are also looking to the possibilities of using recycled chemicals (due to upcoming requirements from legislation such as the EU Green Deal) and assessing the possibility of implementing the “mass balance” concept by using bio-attributed raw materials as advised by the Ellen MacArthur Foundation.5 Needless to say, many great things are on the horizon for acrylic chemistry and acrylic adhesives.
For more information, visit www.huntsman.com.
Note: Opening photo courtesy of Blade Solutions AB. Figures courtesy of Huntsman.
References
- www.huntsman.com/products/araldite2000/araldite-2053
- www.huntsman.com/products/araldite2000/araldite-2051
- www.huntsman.com/products/araldite2000/araldite-low-odor
- Material Models for Designers, www.huntsman.com/products/araldite2000/araldite-simulation.
- Ellen MacArthur Foundation, “Enabling a Circular economy for chemicals with the mass balance approach,” https://ellenmacarthurfoundation.org.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!
.webp?height=96&t=1651749934&width=96)





