Accelerating Cure of Silicone Adhesives
With proper planning and the continuing advances in silicone technology, how fast you cure silicone adhesives is up to you.


Our increasingly industrialized world is focused, if not obsessed, with speed—even when it comes to processes that by definition require a lot of it. As production demands have risen, it has become necessary for silicone curing to accelerate accordingly. But how fast can cure take place without compromising strength? And which fast-cure silicones are appropriate for a given application?
Polysiloxanes, the proper name for silicones, provide excellent elastomeric properties, a wide temperature range (phenyl substituted- 115-260°C), fuel resistance (Trifluoropropyl substituted), optical clarity (refractive index as high as 1.54), low shrinkage (2%) and low shear stresses,2 and are found in an array of applications.
For our purposes, an accelerated, or "fast," cure is defined as a full cure in less than 10 minutes or a partial cure for handling in under five minutes, with a full cure at room temperature in eight hours, or one shift.
Adhesive Types
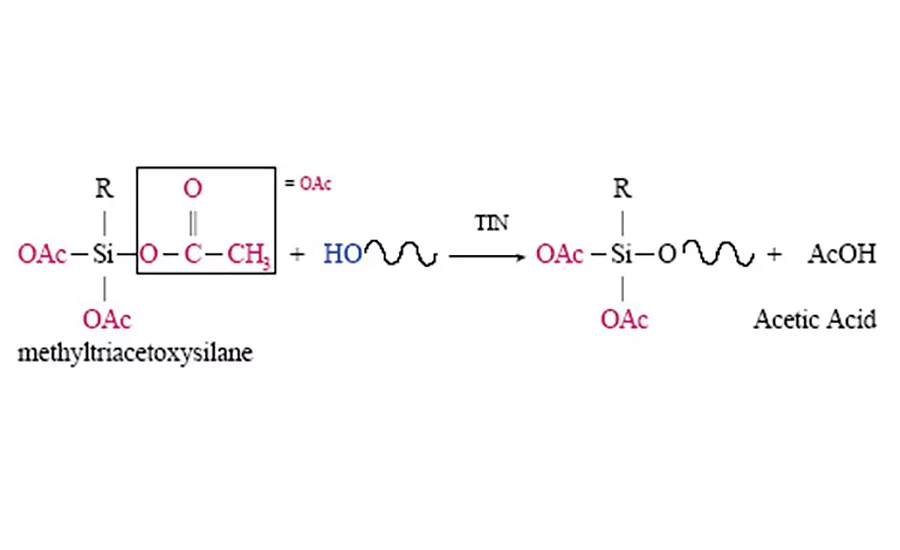
One-part adhesives, the most common type, are used in applications ranging from bathtub caulking to adhering pacemaker leads. These one-part adhesives are based on acetoxy- (alkyltriacetoxysilane) or alcohol- (alkoxy) crosslinked cure systems. Illustration 1 demonstrates the type of reaction that requires water to cure.
These materials are extremely effective when cured in thin sections and provide excellent adhesion to most substrates. On exposure to ambient humidity, these one-component systems-comprising a hydroxyl-terminated silicone polymer, alkyltriacetoxysilane or tetraalkoxysilane crosslinker and tin catalyst-vulcanize. Acetic acid or an alcohol is liberated during cure, therefore these adhesives require a controlled-humidity environment and exposure to air. Full cure can take as long as three to seven days; heat does not accelerate this.
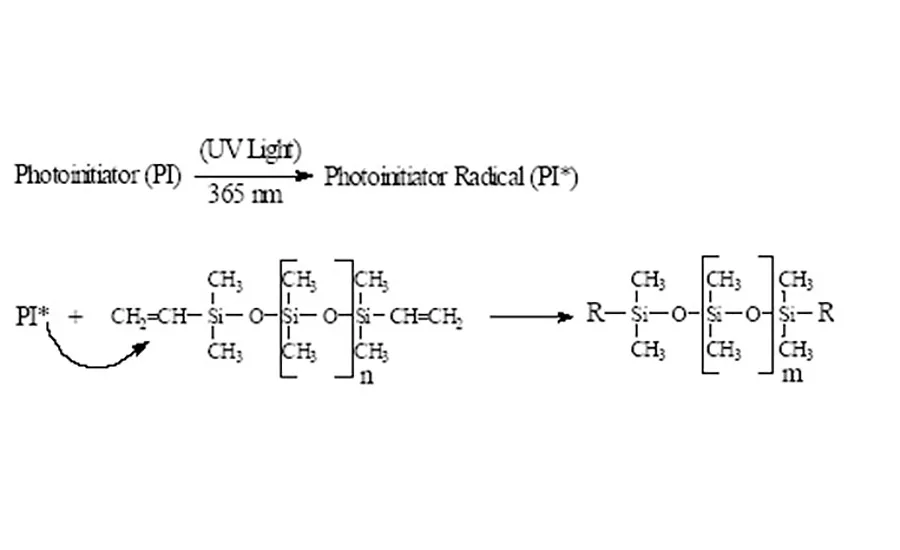
Silicone UV cure was thought to be the holy grail of adhesives, but this isn't the only method of fast cure, nor is it problem-free. UV-cured adhesives are solvent-free adhesives that use photoinitiators to activate cure and are then exposed to radiant energy. Light energy in the ultraviolet range of the spectrum (200-500 nanometers) is absorbed by the photoinitiators, causing a photochemically driven cure throughout the bond that is completed in seconds.3
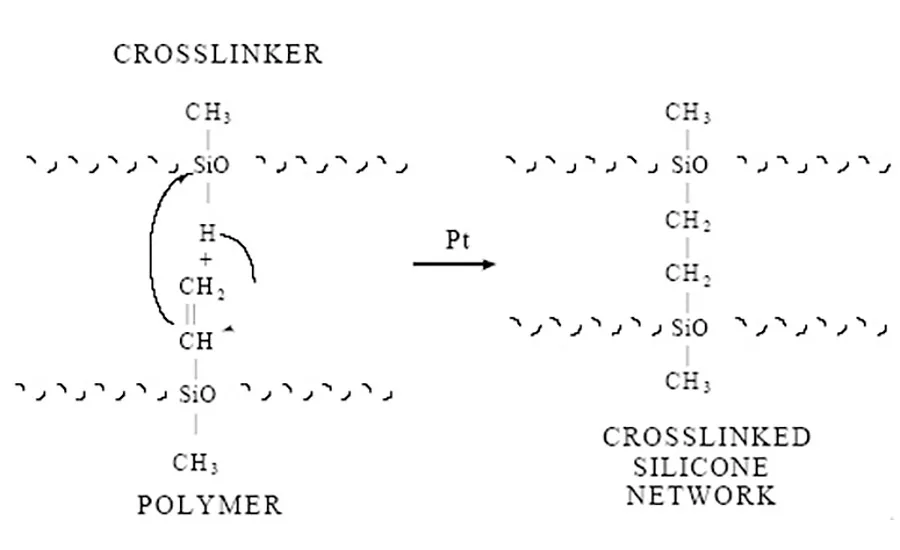
UV-silicone adhesives are not always fast-cure. The alcohol-cure systems can be partially cured in 20 seconds, but take 72 hours for full cure.4 Other systems can take up to 20 minutes for full cure because they have to go through the light tunnel repeatedly. Other issues include line-of-sight curing or curing in shadowed areas. Fast-cure adhesives, based on a two-part platinum catalyst system (commonly called addition cure), do not require moisture or open air. The two parts generally contain vinyl functional silicone polymer, with the platinum catalyst added to the Part A and a hydride-functional crosslinker and inhibitor added to the Part B. Reinforcing fillers, pigments and special additives for radio-opacity or thermal conductivity are also often included in both parts. The cure involves the direct addition of the hydride-functional crosslinker to the vinyl-functional polymer, forming an ethylene-bridge crosslink.
This mechanism involves no leaving group, which means these systems can cure in closed environments. Some platinum systems can fully cure at room temperature in 24 hours and can be accelerated with heat. They can be partially cured, tack-free, with heat and then packaged-with the remainder of cure taking place within 24 hours.
Adhesive Properties
Several fast-cure adhesives* were cure-accelerated and evaluated to determine at what temperatures cure and handling could be achieved. These adhesives were specifically formulated to allow quick crosslink curing with various worktime ranges.
R31-2186 is a silica-filled, addition-cure general adhesive. With a 15- to 30-minute work time, it fully cures in four to six hours at room temperature. Typical physical properties include the following:
- Viscosity, cP, 25°C-80,000
- Work Time, 25°C-15 minutes
- Cured 24 hours at 25°C Mix Ratio-1:1
- Specific Gravity-1.10
- Durometer, Type A-15
- Tensile, psi-900
- Elongation, %-850
- Tear, ppi-70
R32-2186 is very similar to R31, except it has an extended work time of six hours and must be cured with heat. Typical physical properties include the following:
- Viscosity, cP, 25°C-80,000
- Work Time, 25°C-Six hours
- Cured 15 minutes at 150°C Mix Ratio-1:1
- Specific Gravity-1.10
- Durometer, Type A-15
- Tensile, psi-900
- Elongation, %-850
- Tear, ppi-70
LSR-9820-20 is a high-durometer, tough adhesive. It has a work time of 15-30 minutes and cures at room temperature in 8-10 hours.
- Extrusion Rate, g/minute (1/8" tip, 90psi, 5 seconds)-200
- Work Time, 25°C-15 minutes
- Cured 2 hours at 65°C Mix Ratio-1:1
- Specific Gravity-1.19
- Durometer, Type A-50
- Tensile, psi-1,000
- Elongation, %-400
- Tear, ppi-100
- Stress at 200% Strain, psi-450
- Lap Shear Strength, psi, unprimed-300
- Primed with CF1-135-700
- 180° Peel Strength, ppi, unprimed-20
- Primed with CF1-135-50
*from NuSil Technology
Testing Parameters
To obtain a standard level of adhesion, CF1-135 (an addition-cure primer) was used with all adhesives. Each adhesive was used to make several lap shears with CF1-135-primed aluminum laps. The bond target thickness was 5mm (0.005 in).
Each adhesive lap shear was tested at five different times, ranging from 30 seconds to 10 minutes. In addition, each was tested at three temperatures: 65°C, 100°C and a heat-gun set at a consistent 185°C. Three lap-shear panels were tested at each combination to adjust for variances. Lap-shear testing per ASTM D 1002 was performed; because curing continues at room temperature after heat application, lap-shear testing was performed within two hours of heat removal.
Results
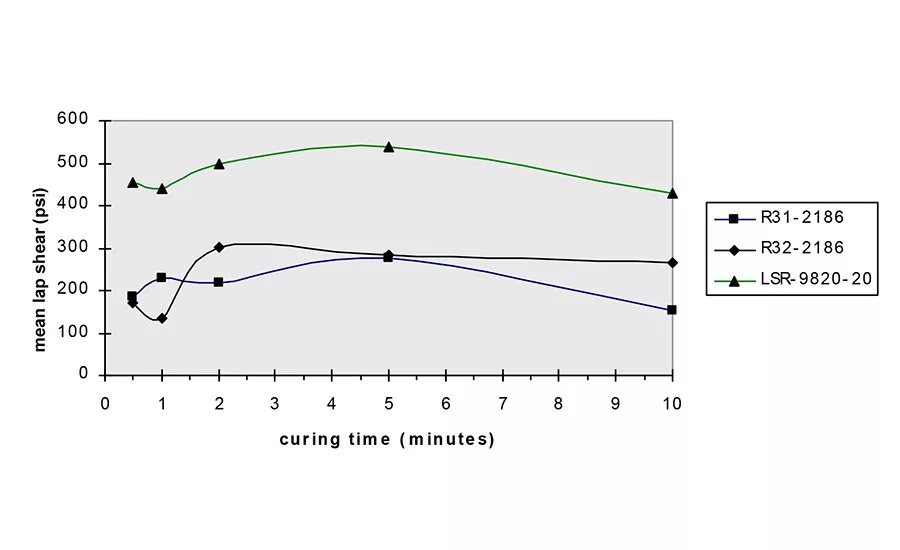
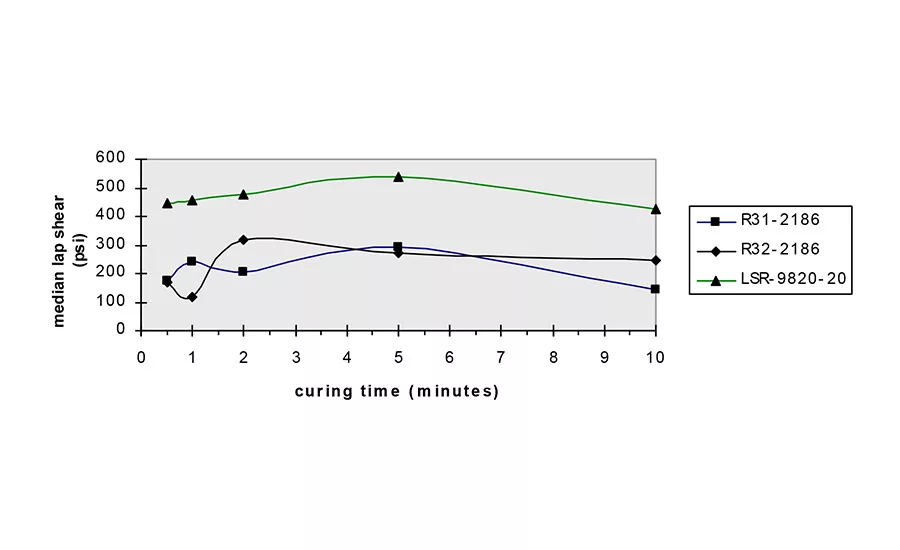
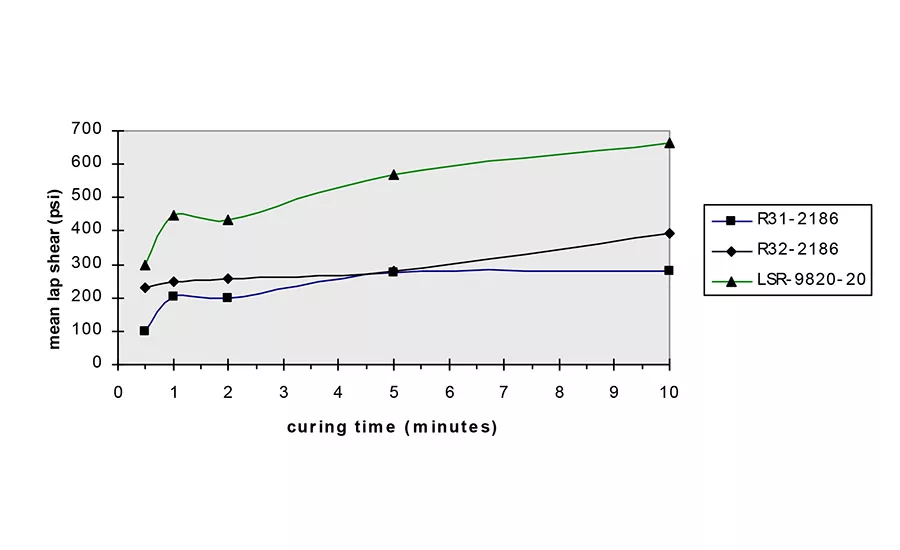
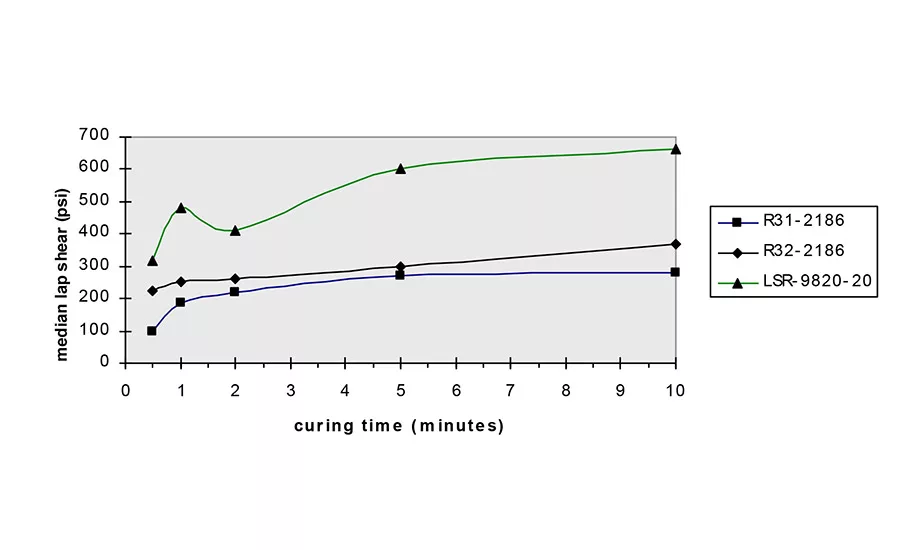
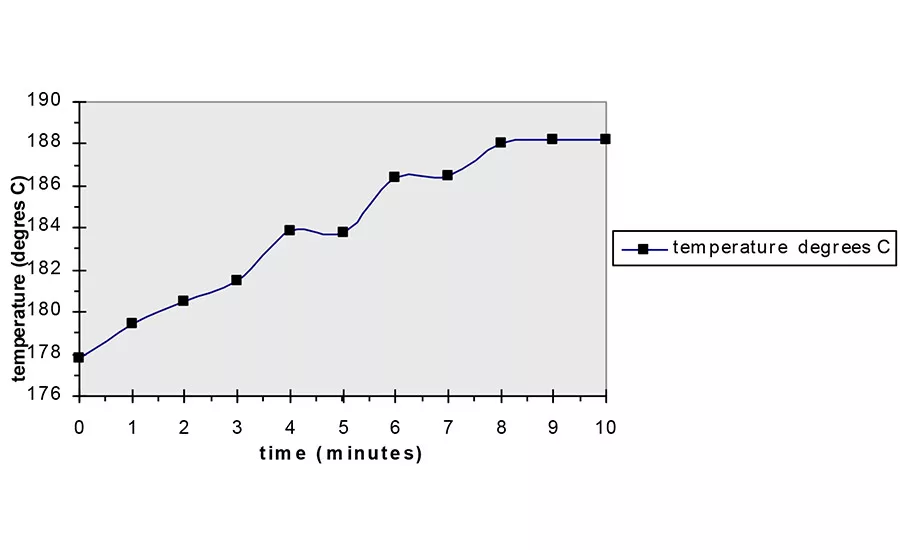
Table 1 shows the numerical results at 65°C; Figures 1a-b show this graphically. Table 2 and Figures 2a-b display the results at 100°C. The heat gun is represented by Table 3 and Figures 3a-b. Table 4 and Figure 4 illustrate the heat gun's temperature, by time, when three inches from the substrate, and Table 5 shows the temperature profile of the heat gun with a "cold start" at distances of three and six inches.
Conclusion
When a fast cure at a low temperature (65°C) is needed, a versatile, silica-filled, addition-cure general adhesive, such as R31-2186, is an excellent option. It can be fully cured in one minute and, when adhering to temperature-sensitive substrates, provides a fast-cure choice. From the data, it can be surmised that a partial cure can be obtained in 15-30 seconds, with full cure at room temperature in a few hours. This route is effective in packaging an assembled part after the quick partial cure.
For applications that require an extended worktime, a silicone with properties akin to R32-2186 is a viable option. Although needing a higher temperature to obtain fast cure, R32-2186 fully cures at 100°C in two minutes. In electronics assembly, this type of material can use the same mix tip throughout an entire shift.
When a high-temperature (185°C) cure is needed, a high-durometer, tough adhesive, such as LSR-9820-20, proves to be the best choice. In 30 seconds it has a 300 psi lap shear. Although this figure reaches optimum cure over time, this is a great partial cure for many applications. For aviation repair work, the adhesive could be applied, heated with a heat gun for 30 seconds, and fully cured at room temperature. Table 5 data can be useful in deciding if or how long to pre-heat the gun.
Overall, it is important to note the detrimental effects of over-curing, including reduced physicals with post-cure, over-curing reduces the optimal bond strength of an adhesive. But with proper planning and the continuing advances in silicone technology, how fast you go is up to you.
For more information on curing silicone adhesives, contact Nusil Technology, 1050 Cindy Lane, Carpinteria, CA 93013; phone (805) 684-8780; fax (805) 566-9905; or visit https://nusil.com.
References
- Noll, W., Chemistry and Technology of Silicones, Academic Press, New York: 1968.
- Rhodes, K., "Adhesives Deliver Low Shrink, Low Stress Bonds and Fast UV Cure," Optomechanical Engineering, Volume 4198; November 2000.
- Bachmann, C., "UV Structural Adhesives and Sealants," Adhesives Age, April 1999, p. 24.
- Salerni, C., " Selecting Engineering Adhesives for Medical Device Assembly," Medical Device & Diagnostic Industry, June 2000, p. 90.
Originally published on August 1, 2005.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





