Important Characteristics of Several Common Adhesive Tests
A variety of test methods are used to indicate the strength of joints bonded with adhesives. These tests have been developed for a variety of needs ranging from the apparently simple, such as stickiness or tack of pressure-sensitive adhesive, to more complicated ones, such as impact resistance or environmental durability of adhesive joints on automobiles.
The measured results from these tests are particularly important. They influence the selection of an adhesive system, they are used to optimize formulation and processes, and they are the language used to communicate among those active in the field.
There is a significant problem, however, with adhesive testing: the performance of adhesive systems is never solely due to the material properties of the adhesive. All too often the test results are a function of the test rather than the adhesive being tested. This is often due to the viscoelastic nature of adhesives, which is dependent on strain rate and other test parameters.
This article will examine several common adhesive tests used in both industry and research, and will indicate where there is often misuse and confusion regarding the meaning of the test results.
Tack and Green Strength
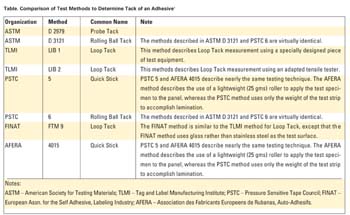
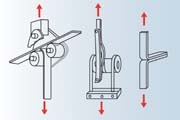
Adhesive tack is a property of interest in many applications, from postage stamps to the assembly of footwear. Tack is the ability of the adhesive to instantaneously form a bond to a substrate using light contact pressure. Green strength is the early development of bond strength immediately after the bond is made. Tack and green strength requirements vary between applications, but the general need is that the adhesive bond should be strong enough to adhere the part but not so strong that it cannot be disassembled and refitted. Tack values are often measured for quality assurance in the manufacture of adhesive products or specified for particular applications.Many simple test methods have been produced to measure tack (see table). However, comparing the results from different tack measurement methods shows not only that the values produced disagree, but there are also differences in the order in which they rank different adhesive systems. This was shown when loop tack, probe tack and rolling tack tests all produced different ranking for adhesive tapes being tested.2
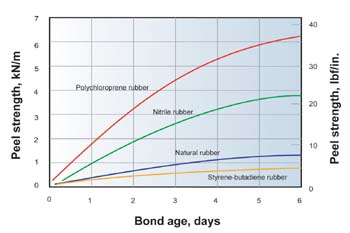
Perhaps the most simple manifestation of this (and, unfortunately, a common problem in adhesive testing) occurs in the assessment of pressure-sensitive adhesives. PSAs develop a stronger bond over time, after the joint is made. Time is required for the viscous adhesive to wet the substrate surface and allow internal stresses to come to equilibrium. One should not test PSAs immediately after the joint is made unless this is the type of stress that the adhesive will experience in service.
Full strength may take several days to develop, as shown in Figure 1. Thus, for consistency, strength should not be measured until the bond has reached a plateau, which can take in excess of seven days. One would make a significant error by including test measurements of a neoprene pressure sensitive adhesive joint made after 24 hours and 96 hours in the same data collection.
Peel Strength
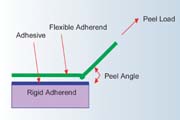
The method of separation can also affect the measured peel strength of an adhesive. The basis of the peel test is shown schematically in Figure 2. For example, a thin substrate such as a metal foil is bonded to a thick, rigid substrate, which is itself clamped to a rigid support. A force, P, is applied at some angle, and the strip is separated. It has been shown that measured peel strength is dependent on the peel angle, the rate of peel, and on the viscoelastic properties of the adhesive. This is, of course, in addition to the adhesion properties of the adhesive. (There are other parameters that affect the measured peel strength, but these are less significant.)Peel test specimens are usually peeled at an angle of 90
The rate of peel loading is more important than in lap shear loading because of the significant effect of the viscoelastic properties. The viscoelastic properties of a polymer depend on the strain rate. (This effect will also be discussed under the Impact tests section.) As a result, the rate at which the load is applied is usually specified in the test procedure.
Adhesive thickness also has a significant effect on peel strength. This is also due to the viscoelastic nature of the adhesive. With elastomeric adhesives, thicker bondlines will generally result in higher peel strengths. With more rigid adhesives, a thicker bondline results in lower peel strength. The peel strength is also a function of the stiffness or modulus of the substrates and the adhesives, as well as a function of the thickness of the two substrates being peeled.5-6 Therefore, in practical applications, the type of backing on a pressure-sensitive tape may have a significant effect on the peel strength of the tape.4
Impact
Impact testing is important because adhesives, like most polymer materials, are sensitive to the rate of applied force. There are several different types of impact tests, but the most common test for adhesives is analogous to the Izod impact test for plastic materials. It is often difficult to achieve reproducible results with impact testing; as a result, the test is not widely used in a production situation.Impact data indicate that as the thickness of the adhesive film increases, the apparent strength also increases.7 This suggests that a portion of the energy required to rupture the bond is absorbed by the adhesive layer and is independent of adhesion.
The impact strength of a viscoelastic adhesive is also affected by the rate at which the impact occurs. Often it is very difficult to achieve very high rates of impact with conventional laboratory testing. (ASTM D 950 is a pendulum impact test for adhesive joints with a rate of impact of 11 ft/sec.)
One example of this from the author's work is an adhesive system used to bond shock-mounting pads to electrical equipment aboard Navy ships. Impact testing of specimens done in a laboratory using pendulum or drop-weight impact fixtures showed that the candidate adhesive would not fail. However, the "proof" test was to place the electrical equipment (with shock mounting attached) aboard a barge and then set off explosive charges at various depths under the barge.
The proof test showed that the viscoelastic adhesive failed when explosive-induced higher rates of impact were experienced. The adhesive acts like a brittle polymer at high rates of loading because the molecular chains within the polymer do not have time to slip by one another and absorb a great deal of energy.
Special high-speed impact tests have been developed for certain applications. These tests generally use chemical explosive force or electromagnetic energy to establish the high speeds required. Methods of extrapolating rate information from temperature data have also been used. This method uses the Williams, Landel, Ferry transformation to simulate high rates of strain at a given temperature by testing at lower rates of strain and lower temperatures.8
Environmental Testing
Perhaps nowhere else does the complex interaction of test parameters come into play more than during environmental testing. Strength values determined by short-term tests do not always give an adequate indication of an adhesive's performance during continuous environmental exposure. Laboratory testing usually lasts only several thousand hours, and the unstressed bond is generally exposed to one environmental variant at a time. However, during service exposure the bond is exposed to more than just the environment; it may be exposed simultaneously to stress and the environment or to multiple types of environments.Two simultaneous environments, such as heat and moisture, may cause the adhesive to degrade much faster than when exposed to any single environment because one environment could accelerate the degrading affects of the other. An example of this is the rapid hydrolysis exhibited by polyester-based polyurethanes in military potting compounds during the Vietnam war. The combination of mildly elevated temperatures and a high-humidity environment was devastating to certain materials that lacked hydrolytic stability.
Mechanical stress accelerates the effect of the environment on the adhesive joint. Not much data is available on this phenomenon for specific adhesive systems because of the time and expense associated with stress-aging tests. However, it is known that moisture, as an environmental burden, markedly decreases the ability of certain adhesives to bear prolonged stress, especially at slightly elevated temperatures.
This effect was noted in the 1960s when stressed and non-stressed aluminum lap shear joints were aged in a normal weathering environment in Florida. Stress was applied by flexural bending of lap shear samples and keeping them in that state during the aging period. Depending on the type of adhesive, there was a significant degradation after 1-2 years due to stress-weathering, whereas the joints that were aged in the non-stressed condition showed little degradation.9
Tensile Shear Test
Even the common tensile-shear or lap shear test has several parameters that easily creep into and affect the measurement of adhesive strength. A previous SpecialChem article discussed the effect of joint geometry and adherend material (primarily modulus and thickness) on the resulting measured tensile-shear strength of an adhesive joint.10However, even fillets on the edges of adhesives joints have been found to play a part in determining the ultimate strength of the joint.11 The fillet increases the length of the lap and minimizes the discontinuity of the properties at the end of the adherent. Practical adhesive joints rarely have a square edge; instead, they are formed with a fillet, which is squeezed out under pressure while the joint is being manufactured. Photoelastic stress analysis has shown that the position and magnitude of the maximum stress depends on the edge shape.
Conclusion
It seems that nothing is simple when it comes to adhesive systems. Just as the technology requires combined knowledge of mechanics, polymer chemistry and surface chemistry, there are a variety of factors that come into play when testing adhesives. The question that is often asked at the end of a series of laboratory tests is: what do the results mean? Even the most basic tests used in adhesive industry have variations that often hide the true bond strength of the adhesive material. Thus, one must carefully scrutinize the information received from adhesive tests to gather information concerning the adhesive.For more information, visit http://www.specialchem4adhesives.com .
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





