Curing Adhesives: When Less Intensity Is More
More intensive curing lamps can accelerate the production process of light-curing adhesives, but only up to certain limits.




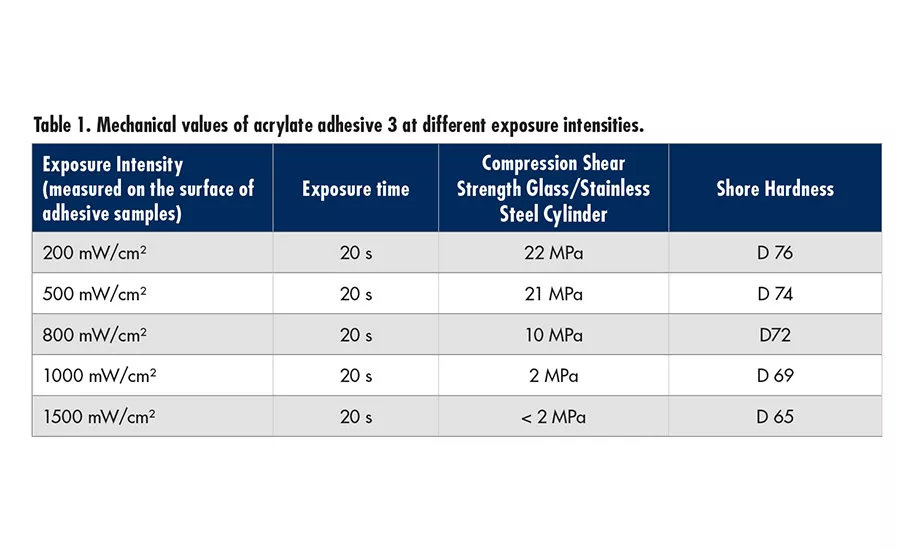
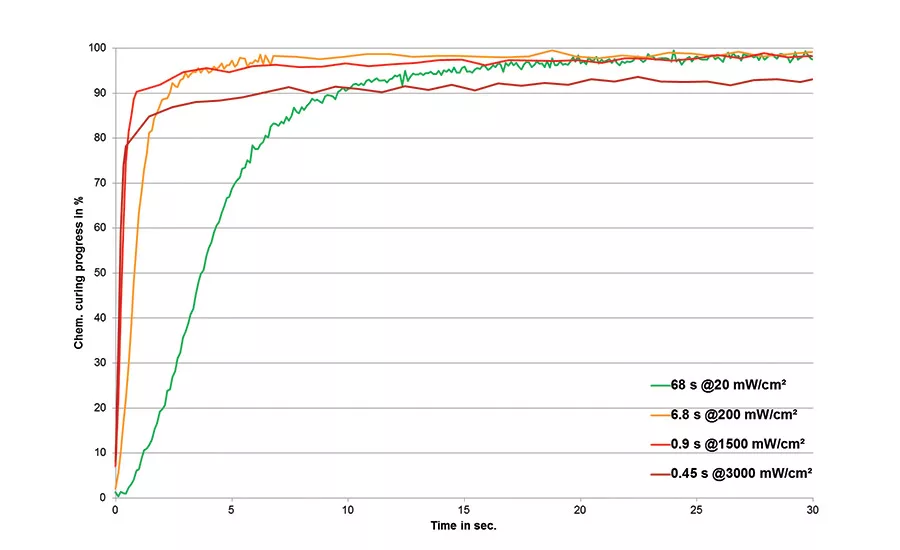
Figure 1. Maximum intensity was achieved with a comparatively strong intensity of 1,500 mW/cm².
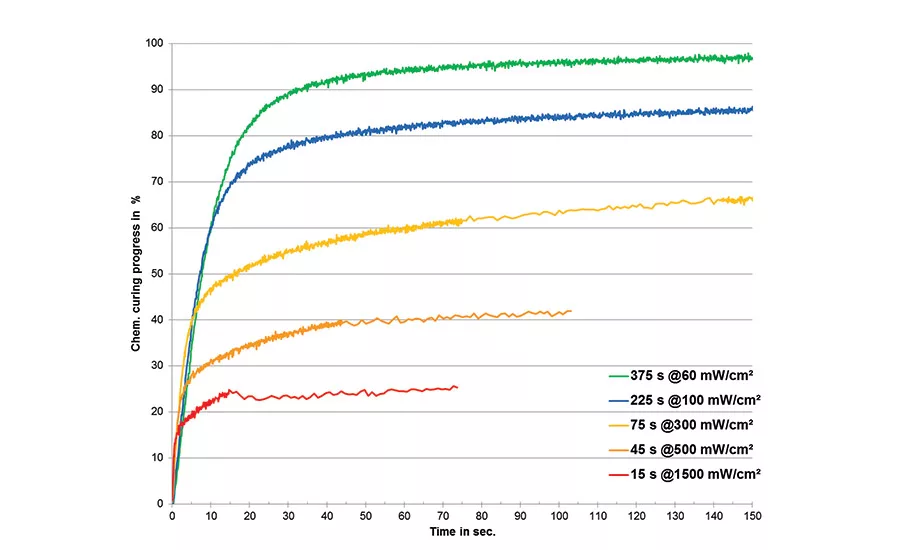
Figure 2. From 100 mW/cm² the curing is incomplete.
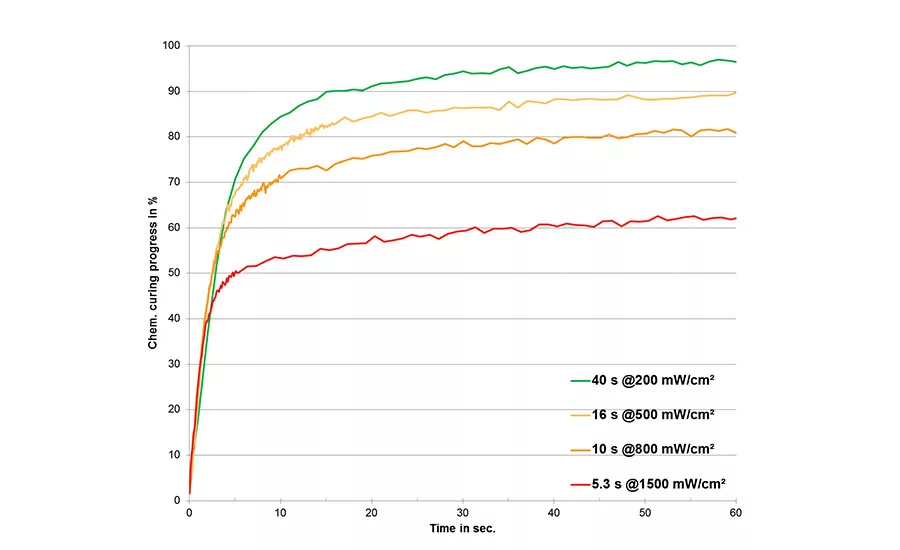
Figure 3. In excess of 500 mW/cm², the reaction decelerates after a minimal initial acceleration.
Light-curing adhesives are essential in many industries because they speed up the production process. Many applications in the optoelectronics and automotive industries, such as cameras, electronics displays, and LEDs and sensors, wouldn’t be possible without the use of these types of adhesives. This is particularly true when extremely high volumes are being produced.
Many parameters determine short cycle times, including dispensing and fast curing of adhesives. While temperature is a critical factor for curing speed of heat-curing adhesives, intensity is important for light-curing materials.
The recent progress of LED technology has allowed the curing time to be even further reduced. So it is no surprise that many users see a high intensity as a positive thing, because at first glance it means faster production. Purchasing departments are happy to go along with this notion, as it allows them to compare and evaluate LED lamps for curing with their own indicator “cost per milliwatt (MW).” This is very helpful for them, because faster production also means fewer devices are needed during the manufacturing process.
It should be noted that this view does not take significant quality attributes into account. For example, a uniform distribution of light or shorter lifetimes of the lamps due to the stronger current feed of an LED chip must be considered as well. In addition, an increased intensity also has an effect on the adhesive: the equation of higher intensity = better does not always hold true.
Excessively High Intensities Can Be Counterproductive
A higher intensity is particularly useful with substrates that are difficult to transmit; it helps increase the energy that reaches the adhesive and accelerates the disintegration of the photoinitiator, shortening the curing period. However, there are some limits to a further acceleration, including direct exposure or working with substrates that can easily be transmitted through. This is because every adhesive has a limit value called “maximum intensity.” Beyond this limit, a higher intensity does not speed up the curing process, or speeds it up so much that it becomes chemically counterproductive. When maximum intensity is exceeded, a secondary reaction occurs and the curing properties of the adhesive molecules change, resulting in the bond not holding.
This has been observed with some acrylate-based systems. Both a decrease in strength and an increase in outgassing take place with certain adhesives an unwanted reaction with optical and optoelectronic applications.
Some light-curing epoxy resins demonstrate a lack of humidity resistance, as well as abrupt curing without sufficient bonding to the surface. In certain cases, adhesives can even overheat, smoke and become discolored as a result of excessive heating.
Begin with Basic Research
In order to demonstrate the maximum intensity that still causes an acceleration of the curing time, we studied the point in the process at which overexposure lead to secondary reactions. We tracked the transformation of the reactive groups using real-time FTIR spectroscopy, and cured the adhesive using a DELOLUX 80/400 spot lamp. The intensity and exposure time were varied while maintaining an equal total energy input (intensity x time = dose).
From the resulting time-conversion curves pictured, conclusions can be drawn on the recommended exposure parameters of light-curing adhesives. This was then confirmed measuring mechanical values like shore hardness and compression-shear strength.
It turned out that generalizations and rules of thumb are not possible; there are no fixed values for light-curing acrylates and epoxy resins. Even within these two groups there are considerable differences, depending on the specific composition
of adhesives. While some acrylates can easily withstand intensities of higher than 2,000 mW/cm², the limit is exceeded at
100 mW/cm² for others.
The acrylate adhesive shown in Figure 1, which is predominantly used for membranes and coils, shows very good acceleration if the intensity is increased in the range between 20 and 1,500 mW/cm². Here, the time-conversion curves show both an increase in the speed (rise in the curve) and the attainment of chemical conversions in the maximum area (> 97 %). As shown in the dark red curve, doubling the intensity again to 3,000 mW/cm² does not lead to an additional increase in speed, and the adhesive does not reach the previous conversion level. Thus, 1,500 mW/cm² is the area of maximum intensity and the end of the capacity for acceleration.
Conversely, the acrylate system used for displays in Figure 2 shows a relative deceleration of the reaction during exposure at an intensity of 100 mW/cm² from around 50% conversion, and subsequently no longer reaches the conversion level of
60 mW/cm² curing. Each further increase only serves to intensify this effect, so that at 1,500 mW/cm² only around 25% of the attainable chemical conversion is achieved. The result is significantly changed mechanical values and an increased tendency toward outgassing.
The light and anaerobic curing sealant in Figure 3 falls between the first two examples at its maximum intensity. At 200 mW/cm², it achieves a chemically optimal curing up to conversion in the maximum area (> 97%). Conversely, exposure with intensities of over 500 mW/cm² leads to an increasingly early relative deceleration of the reaction and lower total conversion in the time-conversion curve after a minimal initial acceleration.
Looking at the mechanical parameters shown in Table 1 (p. 15) at different exposure intensities is particularly interesting. There is a clear slump in stabilities for intensities > 500 mW/cm². The values for the highest and lowest investigated intensity differ by a factor of 10. While the shore hardness curve shows a less drastic curve, it supports the assumption that a too intense exposure leads to a lower crosslink density.
Less Is Sometimes More
More intensive lamps help to accelerate the production process and provide sufficient intensity to the adhesive. This holds particularly true where there is a large distance to the component or where a substrate filters out light.
However, it is important to note that greater radiation outputs do not necessarily speed up curing of light-curing systems. Some cannot tolerate exposure intensities that are too high. If the maximum intensity of an adhesive is exceeded, this can result in an altered (or incomplete, in the case of acrylate adhesives) curing result, leading to adverse effects including low mechanical strength or strong outgassing. Users thinking of increasing the intensity should considering this article’s findings, as well as consult with their adhesive manufacturer and conduct appropriate tests.
For more information, visit www.delo-adhesives.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





