Is it Time to Upgrade Your Mixer?
Alternative mixing strategies can offer a smarter way of producing adhesives and sealants.



Manufacturers of high-quality process equipment will claim that their machines are engineered to run trouble-free for decades—and this statement is not always an exaggeration. Normal wear and tear is expected, but with regular maintenance and parts replacement, it is reasonable to assume that certain equipment will hum along smoothly under optimal and constant conditions. In reality, however, many factors do change—from raw materials and their sources to production volumes, consumer preferences and even legislation.
When existing machines turn into legacy equipment, many are inevitably delegated to new formulations or product lines. In the case of mixing equipment, such changes can compromise product quality and give rise to processing inefficiencies. The following scenarios demonstrate common signs that a mixing operation might be due for an upgrade.
Inadequate Flow and Material Turnover
Take for example a multi-shaft mixer originally purchased to produce a 300,000 centipoise (cP) woodworking glue and later assigned to mix wood putty in the neighborhood of 1.5 million cP. One observation may be that lot-to-lot consistency has become difficult to achieve as the mixer struggles to generate adequate bulk movement and turnover. Overloaded motors will promptly shut down as a safety feature, but even if the mixer powers on through, uniformity between different areas of the vessel will not be optimal. An operator may arbitrarily extend mixing time until the batch “looks good” or passes QC inspection. This practice, though well-intentioned, naturally adds to variability between production runs.
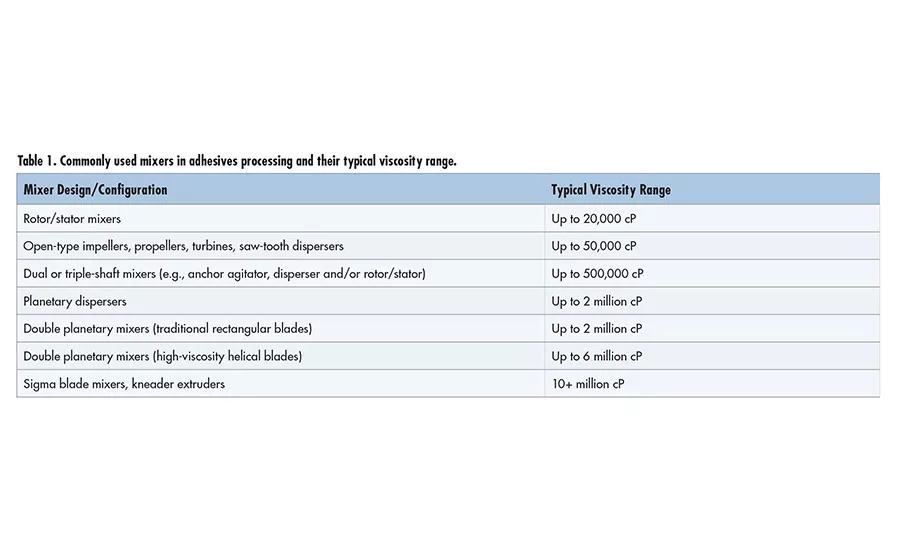
General rules of thumb offer typical viscosity ranges for certain types of mixers (see Table 1). Note that these guidelines do not take into account pseudoplasticity, thixotropy, dilatancy and other rheological nuances, nor the variations in design between mixer manufacturers. They do offer a quick and simple reference that process engineers can consult, especially when inconsistent blend uniformity is frequently encountered. In addition to visual confirmation of inadequate flow or turnover, if the product being made in a particular mixer is well beyond the typical viscosity limits for such a machine, it’s a sign that an upgrade is worth considering.
Because processing temperature, shear and the mixing mechanism itself can influence flow behavior, viscometer measurements should only be used as a starting point for equipment selection and ideally backed up by actual testing. Mixer simulation is particularly recommended in applications that undergo multiple pronounced viscosity changes within a mix cycle.
Unsatisfactory Dispersion Quality
When material turnover within the vessel is not an issue but mix quality is still unsatisfactory or inconsistent, a most likely cause is insufficient shear. Tell-tale signs include floating powders, persistent agglomerates or “fish eyes,” grainy texture, below-target viscosity and overly long mix cycles. This can happen not only when large amounts of solids need to be dispersed into liquid, but also when hydrophobic or low-surface-energy powders are present, even in very small amounts.
The good thing is that increasing shear input need not require a total equipment overhaul. For instance, a propeller-agitated kettle may be upgraded by simply adding a recirculation line with an inline rotor/stator mixer, an easy retrofit that can be carried out without disturbing pre-existing equipment. This type of device behaves like a centrifugal pump. Gravity usually feeds the product into the rotor/stator assembly since the mixer is typically positioned on the floor or on a platform below the liquid level. Most inline models will easily recirculate materials up to around 10,000 cP, depending on the formulation’s shear-thinning properties. With an auxiliary pump, moderately viscous products can be milled, emulsified or homogenized via the rotor/stator mixer.
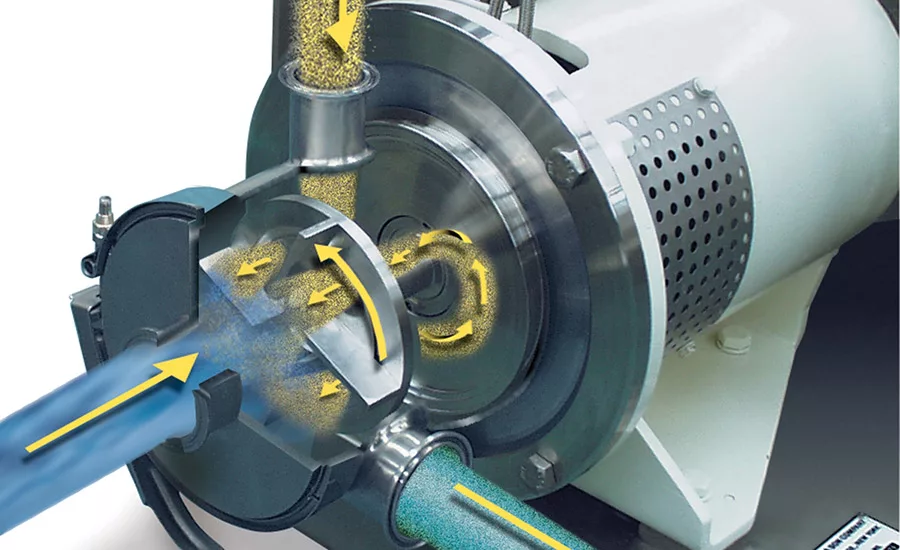
New-generation inline rotor/stator mixers offer the added convenience of sub-surface powder injection. Instead of dumping powders right into the open vessel, which can release airborne particles that are a clean-up issue at best and health hazard at worst, solids can be pre-loaded into a hopper for the mixer to draw and inject into the recirculating liquid. Lightweight powders may even be drawn directly from the original bag or container to further reduce the risk of dusting. Such mixers use a special rotor designed to generate a powerful suction without the need for an eductor or external vacuum pump (see Figure 1).
A variety of solids in powder, pellet or flake form can be introduced in this manner. Proven applications include CMC, bentonite and kaolin clay, calcium carbonate, carbon black, fumed silica, talc, ground rubber, starch, graphite, calcium chloride, rosin ester resin, titanium dioxide and many others.
Low Throughput
More than a few laboratory mixers commonly used in research and development are not truly scalable to production levels. These include dough mixers, kitchen blenders, centrifuge type mixers and shakers. As production requirements grow, it often becomes necessary to not just scale up (i.e., increase output), but upgrade the process itself. Simply adding more mixers identical to the ones being used for small batches leads to needlessly high operating and maintenance costs. By investing time and effort in identifying the best mixing strategy—one that is truly scalable—manufacturers can efficiently handle current demand and address future process needs with greater flexibility.
One practical way of increasing throughout is to utilize a “change can” mixer that allows for semi-continuous processing. In such a configuration, a single mixer is supplied with multiple interchangeable vessels that would cycle through a sequence of charging, mixing, discharging and cleaning. For example, some hot-melt adhesives traditionally prepared on sigma blade mixers are actually batched faster and in larger quantities when processed in a change can multi-shaft mixer or double planetary mixer. Upon completion of a mixing cycle, the agitators are raised out of the product zone, giving operators easy access for cleaning. The vessel full of finished product is simply rolled over to a discharge system for fast discharge into pails, drums or other containers (See Figure 2). Silicone sealants, for instance, can be discharged straight into cartridges. Yield from every batch is maximized, because only a thin layer of undischarged product typically remains on the vessel bottom. The sidewalls are literally wiped clean by an O-ring on the discharge platen as it presses down on the product.
Shifting from a horizontal mixer to one with vertically oriented agitators requires a careful reevaluation of mixing parameters, including speed, cycle time, batch size, order of addition, and even processing temperature. This can seem like a daunting task, but the transition is made easier with the help of an experienced mixer manufacturer that offers full testing and rental services.
One Too Many Transfer Steps
The following case history illustrates how a mixer upgrade can eliminate transfer steps. A manufacturer of specialty adhesives was using several double planetary mixers to batch a range of construction adhesives and sealants. However, some of the epoxy adhesive and grout formulations presented a particularly difficult mixing challenge. These highly filled, viscous products required a two-step approach to ensure a properly dispersed batch. The ingredients were first mixed in a 100-gal double planetary mixer, and then the entire batch was transferred to a single-shaft, high-speed disperser to provide the extra shear needed for completion. This cumbersome, two-step process was highly labor intensive.
To improve production efficiency, the company installed two 100-gal planetary dispersers to process its more difficult products. This type of mixer combines the thorough mixing action of a planetary stirrer with the added benefit of a high-speed disperser. Both the planetary stirrer and the high-speed disperser rotate on their own axes while revolving around a central axis (See Figure 3).
As the planetary blade orbits through the mix can, it continuously sweeps the vessel walls and carries material toward the high-speed disperser. This ensures that heat created by the disperser blade is evenly distributed throughout the mix. Mixing high-viscosity materials under high shear conditions with minimal heat buildup is an important advantage, particularly for processing heat-sensitive sealants.
At the same time, since both agitators are variable speed and independently controlled, water-based fiber-filled latex sealants can be batched in the planetary disperser without damaging the latex or fibers. Smooth, air-free mixtures are easily achieved by pulling vacuum during the mixing cycle.
Why Rock the Boat?
Alternative mixing strategies are worth exploring because they might offer a smarter way of producing adhesives and sealants. Beyond finding solutions to mixing issues, you may find that you can lower overall production cost, simplify cleaning and maintenance, or make your process more adaptable to future needs. In many cases, a mixer upgrade is not a luxury but a competitive necessity.
When weighing all options vs. the status quo, consider if replacement parts and repair kits for your existing mixer are still being offered by the OEM. As designs and fabrication techniques evolve, a new piece of equipment will sometimes cost less than retrofitting an older, less-efficient machine.
Lastly, note that mixing equipment qualifies under the Section 179 tax deduction benefit, so ask your accountant to run the numbers. In 2016, businesses that purchase, finance, and/or lease less than $2 million in new or used equipment should be able to write off up to $500,000. Don’t forget to also factor in a 50% bonus depreciation on top of the normal first-year depreciation. Bonus depreciation applies to new equipment only, and it’s not offered every year. This year, it’s set at 50%.
For more information, visit www.mixers.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





