Pressure-Sensitive Adhesives Are in the Driver's Seat
Industrial PSA tapes with high temperature resistance bring new value to production assembly in automotive and transportation markets.
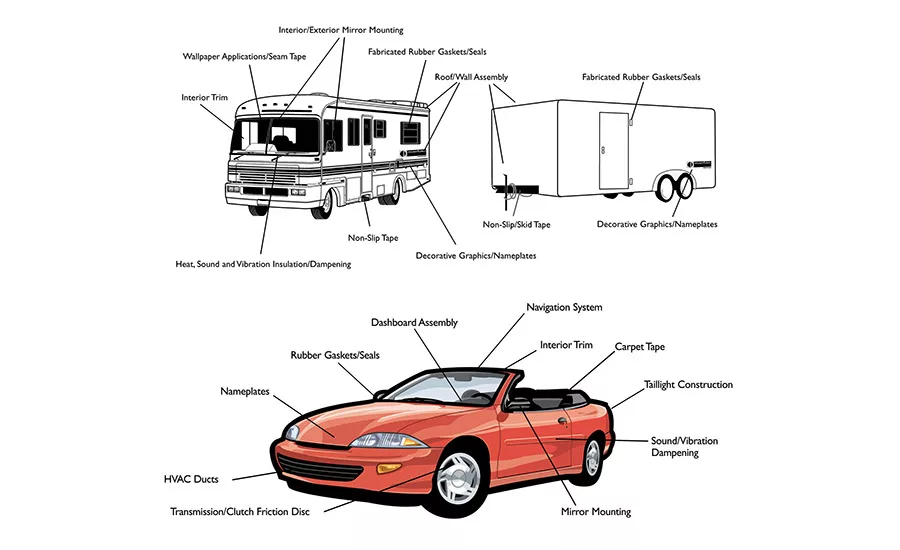
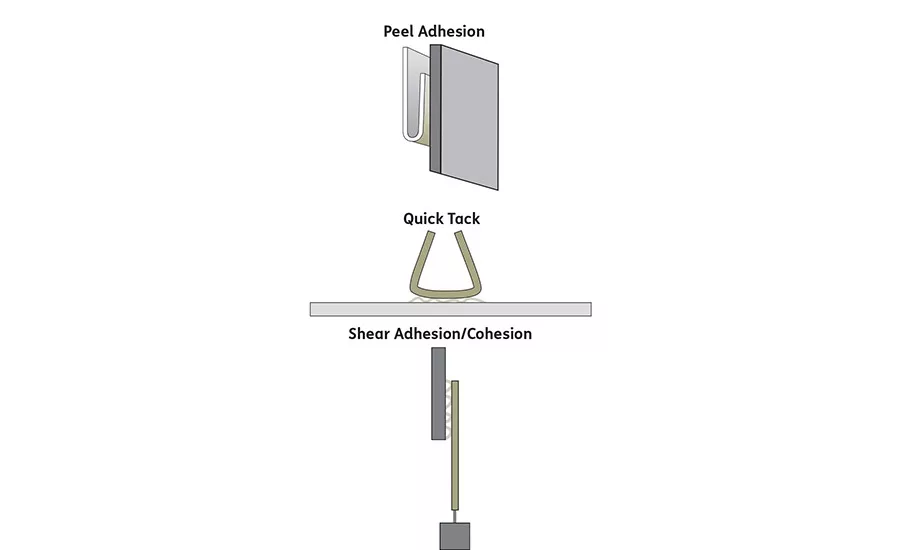

Figure 3. A PSA’s composition consists of four key parts: adhesive, carrier, release coating, and liner.

For years, pressure-sensitive adhesives (PSAs) have been creating new opportunities for improved production processes in the automotive and transportation markets. According to the Adhesive and Sealant Council Inc., one of the first uses of acrylic PSA tapes in the automotive market came about in the 1960s as a solution for replacing mechanical fasteners to attach vehicle trim, thus improving corrosion resistance.*
In the decade that followed, the association notes that acrylic adhesives were being used instead of mechanical fasteners in wire tacking, allowing for fewer parts needed for assembly; in the 1980s, hot-melt adhesives were replacing screws in interior automotive plastic bonding applications and UV-curable adhesives took the place of fasteners in headlamp assembly.
Innovations like these continued throughout the 1990s and 2000s. Today, PSAs are found from bumper to bumper in automotive assembly eliminating holes that can allow moisture or liquids to enter a vehicle; as sources for noise dampening and vibration reduction; and adhering weather-stripping materials or interior vehicle components like dashboards, glass, mirrors, fabric, carpet, and more.
Benefits of PSAs in Transportation Applications
When compared to alternative fastening methods, PSAs provide a more efficient way to lower costs while improving the speed and efficiency of assembly operations. In addition, they increase productivity in complex assembly processes like those used in the automotive and transportation markets.
PSAs are available in permanent, removable or repositionable form. The composition of a PSA includes: adhesive, which provides adhesion to the substrate; carrier, on which the adhesive is coated; release coating, which is applied to the liner and allows the PSA to separate from the liner without contaminating the adhesive; and liner, which is critical for production, processing and die-cutting.
With superior assembly-related performance characteristics, PSAs:
- Bond securely and immediately to a host of substrates
- Are easy to handle and can be placed cleanly and accurately
- Integrate smoothly into automated processes and maintain stability and integrity during processing
- Eliminate time-consuming procedures and cumbersome equipment
- Allow converters to produce complex die cuts and diverse shapes
- Eliminate the need to drill or machine parts as is required with mechanical fasteners
- Eliminate the handling, mixing or disposing of wet chemicals
- Are safe in the workplace
In addition, PSAs can allow automotive converters and original equipment manufacturers (OEMs) to produce end products with slimmer profiles, lighter overall weight, and greater long-term reliability. Compared to mechanical fasteners, screws and other more traditional assembly components, PSAs often meet or exceed the performance capabilities of adhesive alternatives.
New Technology Brings Opportunities
Even though PSAs have been used extensively in the automotive and transportation markets for many years, automotive converters and OEMs have recently identified yet another need for adhesives: PSAs that will resist extreme heat. Upon learning of this need, a small handful of industry PSA manufacturers have been working to develop what’s known as high-temperature acrylic PSAs.
These new PSAs are being designed with the ability to withstand harsh environments and temperatures ranging up to 400ºF and beyond. Prior to this advancement in adhesive technology, most PSAs couldn’t withstand temperatures of more than 300-325ºF.
These high-temperature acrylic adhesives can now be used for automotive and transportation assembly applications where, in the past, only alternative fastening methods could be used due to the extremely high temperatures the components encountered throughout the product lifecycle. Examples of applications suited for high-temperature acrylic PSAs include under-the-hood, cable and wire wrapping, engine cover, and transmission clutch/friction disc.
In addition, high-temperature acrylic adhesives can also reduce the amount of PSA product inventory a converter or OEM needs to have on hand. While designed for high-temperature applications, these adhesives also tend to serve very well as general-purpose adhesives, presenting the opportunity to specify one adhesive product for a multitude of assembly applications.
Proper Selection
As with any PSAs, not all high-temperature acrylic adhesives are created equal. For example, many high-temperature acrylic adhesives will top out at 300ºF; for increased application flexibility, converters should seek adhesives that are proven to withstand 400ºF or higher. Similarly, not all high-temperature adhesives will show solid performance results on both high- and low-surface-energy materials, which is another consideration that affects application versatility. In addition, not all will convert easily.
Converters should choose an adhesive (such as a double-coated tape or transfer adhesive) that won’t ooze or leave residue on tooling materials―paying close attention to the PSA’s liner. A good liner should be comprised of a polycoated material and have characteristics like moisture stability and an approximate weight of 80#.
Performance is key when choosing a high-temperature acrylic adhesive. If a PSA tape doesn’t perform the way it’s supposed to, the converter, OEM and end user will feel the effects.
Before selecting an adhesive, one should answer questions such as: Will the adhesive effectively absorb plasticizers without losing its essential adhesive properties? Does the adhesive need to bear weight, and, if so, how much and for how long? Is it being used temporarily until a mechanical fastener is put in place, or is the adhesive the primary fastener? Is the adhesive highly crosslinked so it will adhere for long periods of time? Does it offer short-term repositionability and open time prior to final application? Are VOCs and outgassing concerns?
To help answer these questions and ensure the selection of the best high-temperature acrylic PSA for automotive or transportation assembly, the following key performance requirements must be defined.
Substrate Considerations
- Surface texture: The texture of an application surface can impact adhesive performance. For example, rough or textured surfaces can create adhesion challenges. For these surfaces, the PSA should have a heavier coat weight.
- Surface energy: The surface energy of a substrate will affect the PSA’s ability to wet out, so critical surface tension measurements must be evaluated.
- Surface contamination: Adhesive performance is dependent on surface contact. To maximize adhesive contact, substrates should be dry and free of contaminants such as moisture, grease, silicone, and oils.
Environmental Exposure
- Application temperature: When the substrate and adhesive are applied, application temperature is important and should be no less than a minimum of 50ºF.
- Service temperature: Similarly, it is also extremely important to know what temperature range the high-temperature adhesive will be exposed to during the life of the finished product to ensure the adhesive will meet the high-temperature requirements.
- UV exposure: While this isn’t as concerning for most automotive assembly applications, UV exposure is certainly something to consider if the adhesive is adhering external vehicle components that will be exposed to direct sunlight or UV rays, as these factors can cause adhesives to age, become brittle or discolor.
- Exposure to chemicals: Adhesive performance can also be negatively impacted if the adhesive comes into contact with various solvents, chemicals or fuels.
Required Adhesion Level
- Peel adhesion: The first of three common test methods used to determine adhesive performance characteristics, peel adhesion measures the force required to remove a PSA tape from a substrate at a controlled angle. With this test, the strength of the bond is determined by the material’s surface energy and the chemical composition of the adhesive.
- Quick tack: Quick tack refers to the properties that allow a PSA to adhere to a surface under very light pressure. It is determined by how quickly the adhesive can wet out on the surface contacted.
- Shear adhesion/cohesion: The third common test method, shear adhesion/cohesion, refers to the internal strength of the adhesive and its ability to resist splitting when external shear forces are applied in the same plane as the face or the carrier. For automotive assembly applications, a high shear is important because the adhesive often needs to be able to successfully hold a load or weight when it comes into contact with high-temperature applications.
The ideal high-temperature acrylic PSA will deliver a wider performance range, but won’t sacrifice important properties like peel adhesion, quick tack and shear strength, delivering peace of mind that the chosen adhesive won’t breakdown, slide, melt, or soften over time.
The Future of PSAs
With predictions that the global production of PSA tapes is expected to rise 5% annually through 2018, high-performance adhesives like new high-temperature acrylic PSAs will continue to increase in demand, provide new opportunities for converters, OEMs and end users, and bring added value to automotive and transportation assembly. For automotive converters and OEMs, closely collaborating with PSA manufacturers and suppliers is essential to ensuring the highest PSA performance results to meet the outlined needs of a product’s lifecycle.
For more information, call (800) 255-9733, visit www.mactac.com/industrialtapes or email mactac.americas@mactac.com.
* “The Evolution of Adhesives Used in Structural & Assembly Applications," www.adhesives.org/docs/default-document-library/evolution_of_structuraladhesives.pdf?sfvrsn=0.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



