Engineered Polysaccharides as Performance-Enhancing Additives in Wood Adhesive Applications
An engineered polysaccharide additive, alpha 1,3-glucan, offers formulation options for wood adhesive systems to advance performance and sustainability.


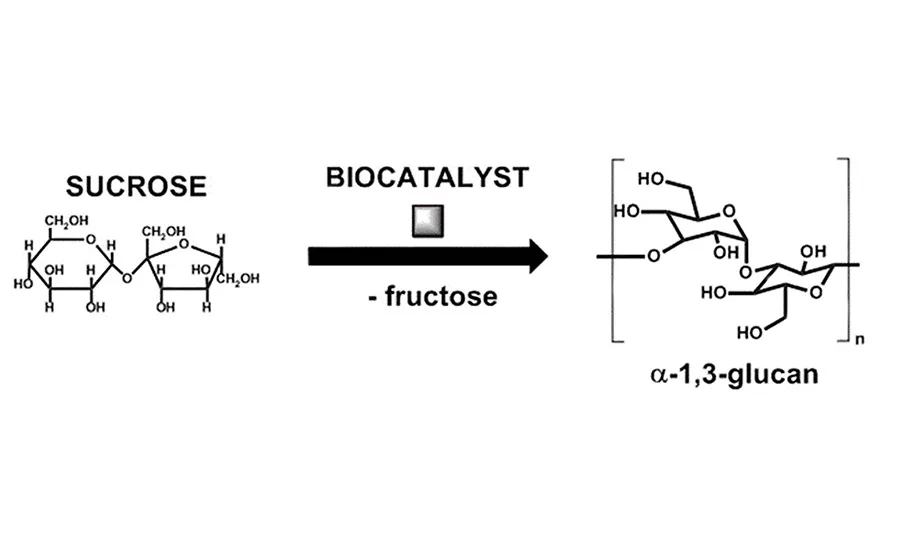
Figure 1. An alpha 1,3-polyglucose (glucan) is produced in a new bioprocess from sucrose using a glucosyltransferases (GTF) enzyme as catalyst.
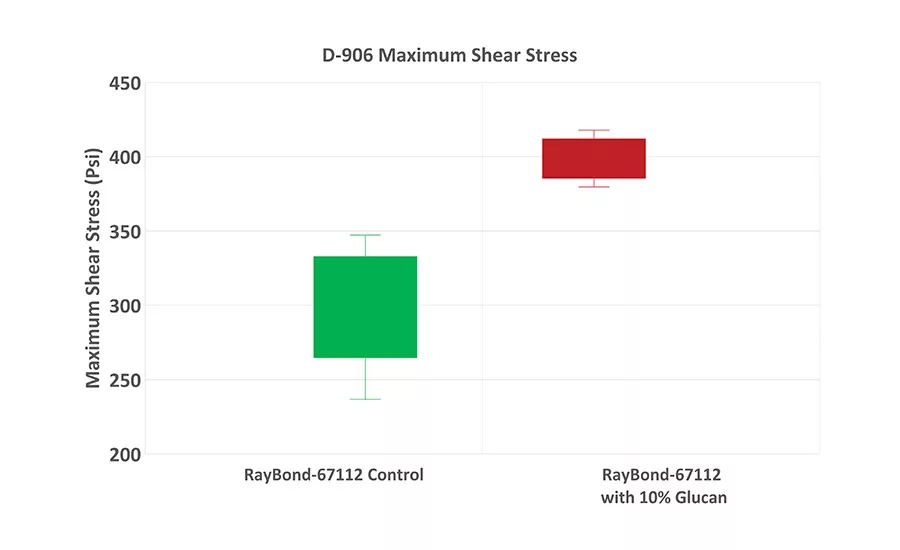
Figure 2. Box plot comparison of commercial latex-based adhesive with and without glucan.
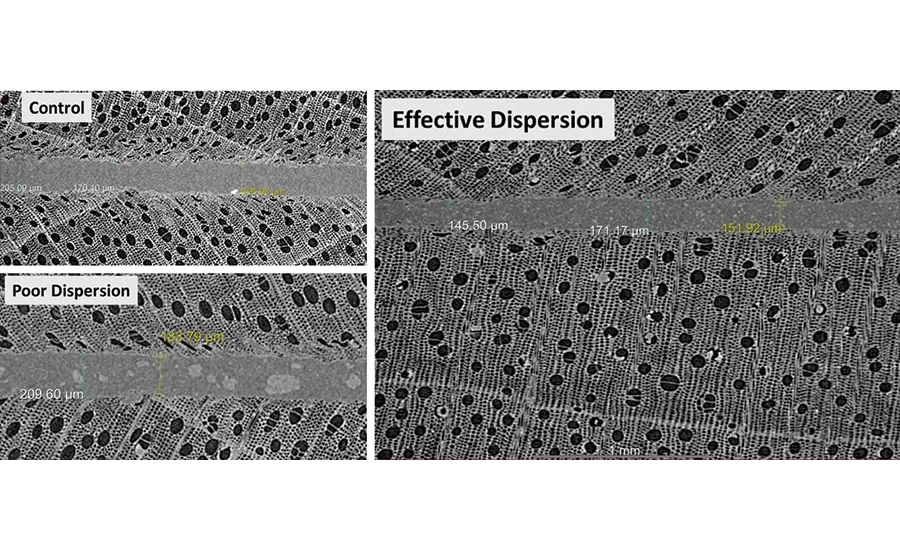
Figure 3. X-ray tomography illustrates levels of glucan dispersion in latex adhesive.
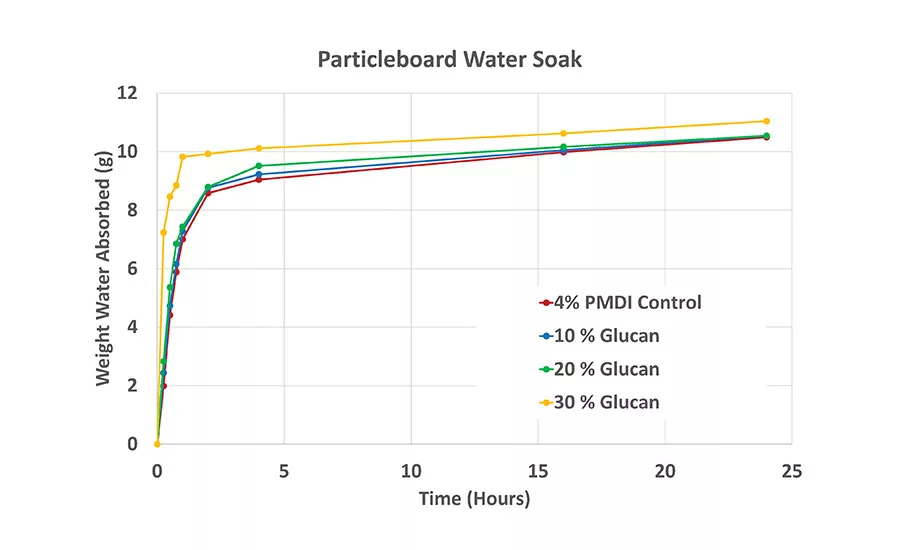
Figure 4. Water absorption studies of glucan-containing pMDI binders.
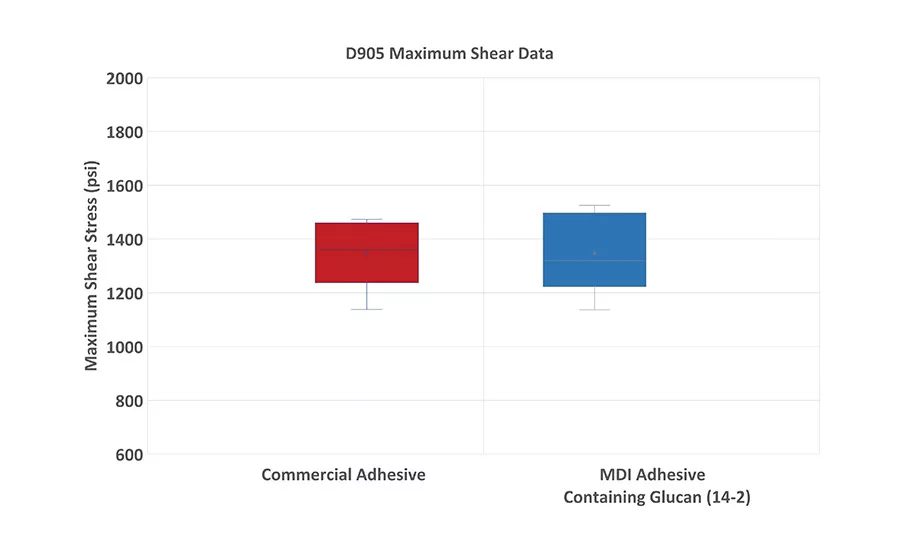
Figure 5. Statistical box plot comparison of commercial MDI adhesive vs. formulation containing glucan (ASTM D-905 Block Shear data).
Construction markets continue to grow, along with the demand for the required material categories such as wood adhesives. An increased industry focus on compliance with emission regulations and other environmental standards is driving developments, as well as the increasing overall interest in more sustainable adhesive technologies. The use of feedstocks such as bio-based building blocks in adhesive components is part of that interest, with a special focus on sources from fungible feedstocks, sustainable production, and the potential to achieve sufficient scale.
Emerging new adhesive formulations utilize various natural or bio-derived materials such as proteins, lignins, or starch derivatives for particleboard (PB), medium- and high-density fiberboard (MDF and HDF, respectively), plywood, and oriented-strand board (OSB). Typically, these types of materials are structurally ill defined, with high compositional variability, and are often based on regional, seasonal, and overall constrained supply chains.
Wood Adhesive Technologies
The global wood adhesives market continues to grow; it is projected to expand at a CAGR of 7.2% to reach $5.2 billion in 2026. The focus is primarily on new buildings and remodeling activity within the general construction space, though specialty applications such as furniture and the increased use of plywood are factors for sustained adhesive demand. As productivity and automation increase, focus will further increase for lightweight construction and fast-binding (adhesives) technologies vs. the traditional use of metal fasteners.
An increased focus on zero and ultra-low formaldehyde-emitting resin chemistries and zero volatile organic content drives the demand for further innovation. Established adhesive technologies are at scale and highly optimized for cost and performance, making hurdles for the adoption of new material technologies significant. Specialty markets typically drive first adoptions, such as wood for plastic replacements and the demand for bio-adhesives in fast-growing specialty markets such as luxury furniture and home décor.
In addition to the established formaldehyde adhesive systems, alternative technologies have started to gain share. For example, polymeric methylenediphenyl diisocyanate (pMDI) provides a non-formaldehyde-emitting alternative for panel producers. Panels made with pMDI show improved mechanical properties and resistance toward humidity. pMDIs are commonly used for construction panels (OSB) and other panel types (e.g., particleboards, MDFs, and HDFs). Application cost is comparable to formaldehyde adhesive systems at reduced material use and at viable cycle time. However, the adoption of MDI-based systems has still been slow. The overall reduction of required adhesive amount and the improvement of the overall adhesive performance through formulation with ideally bio-based additives can further advance overall sustainability and the performance of panel products.
For certain specialty commercial applications and also for direct consumer, do-it-yourself use, formulated latex-based adhesives are being utilized. These adhesives are usually based on formulated polyvinylacetate/alcohol or polyacrylate resin chemistries. Crosslinking agents can be added to further increase the adhesion properties. Typical commercial uses for this family of adhesives include finger joining applications, moldings, plywood seaming, furniture assembly, veneer laminating applications, wall systems, and do-it-yourself home and wood shop applications. The ease of use (e.g., relatively quick setting, optional cold curing, hot or radio frequency curing) and the good strength of latex adhesives in wood applications are key reasons for their increasing popularity. Further improving the performance of these latex systems, ideally with bio-based (and optionally biodegradable) additives, is of increasing interest.
Bio-Based Adhesives
Commercial applications of bio-based adhesive systems are emerging and are applied for certain panel applications, while mainstream adoption for panel production still remains elusive. Crosslinking additives are usually required to achieve the required properties at a viable cost. Soy protein is one of the first bio-based adhesive systems with applications in hardwood plywood manufacturing.1 Some uses for panel adhesives based on tannin and starch are also described. Lignin-based adhesives may be an emerging material class with the potential of scale and cost effectiveness.2
Polysaccharides are biological materials traditionally isolated and refined from a wide variety of plant sources. In general, woody biomass (from the forest processing industry) represents the largest source of industrially developed and utilized polysaccharide (cellulose). Polysaccharides are generally highly aggregated, non-melting, hydrophilic polymers that show extensive hydrogen bonding throughout the polyhydroxy network. However, because of this, polysaccharides are often not soluble in water despite their hydrophilic nature. Solubility is correlated with the type of glycosidic linkages (alpha or beta), polymer chain branching, and the resulting hydrogen bonding networks. Taking advantage of the strong adhesive interaction between polysaccharides has allowed for the use of starch-based materials in wood and paper adhesive applications.
Starch is naturally found as the energy storage component in plants derived from seeds, roots, or leaves, sourced from typical agricultural supply chains at scale such as corn, wheat, potato, rice, tapioca, and sago.3 Pure starch is insoluble in cold water, but it can be converted to dextrins that are now water soluble. Starch is a blend of distinct polymers, amylose and amylopectin, which are arranged in semi-crystalline granules.
Commercial starch adhesives are used for corrugated boxes (Stein-Hall process) and have been optimized for performance. However, hydrophilic sensitivity and absolute low bonding strength are typically not viable for use in wood-based panel products. Typically, starch is also highly chemically modified or crosslinked for use in adhesive applications, especially in the wood industry. Starch adhesives often also show high viscosity, which makes it difficult for general use in industrial applications.
Higher bonding strength and better water resistance can be achieved by crosslinking starch, and various chemistries have been investigated.4 Managing the morphology of the highly aggregated, hydrogen-bonded starch system impacts performance in wood adhesives. The balance and conversion of crystalline with amorphous content allows for the optimization of the physical contact area and can avoid loss of adhesion in manufactured wood products. In addition, additives such as engineered particles with specific regular shapes and low size dimensions (e.g., nanoparticles) are being tested to increase starch-based adhesive properties.5 Small size, high surface energy, and reactive chemical bonding on the surface are desired to increase the adhesive’s shear strength and thermal stability.
It remains a promising proposition to build on the general material characteristics of polysaccharides to advance sustainable wood adhesive solutions. A family of engineered polysaccharides has been developed through enzymatic polymerization using sucrose; this allows access to a range of materials with glycosidic linkage control, designed in molecular weights and distribution and with the capability to control the inherent material morphology from the molecular to the micron scale. One specific example of such an engineered polysaccharide is an alpha 1,3-polyglucose (glucan) typically found in nature as part of the cell wall in mushrooms, which can be prepared with greater than 99% linkage selectivity as a linear, semi-crystalline, water-insoluble structural polysaccharide.* This polysaccharide can be produced in a new bioprocess from sucrose using a glucosyltransferase (GTF) enzyme as catalyst (see Figure 1).
Typically, the glucan may have a degree of polymerization of 800 glucose repeat units with a polydispersity in the range of 1.7-2.0, as controlled by the polymerization process conditions. Polysaccharides show a significant degree of inter- and intramolecular hydrogen bonding, which leads to a highly aggregated material morphology. In the specific case of glucan as isolated from this water-based bioprocess, high-surface-area spherical particle structures are observed with a high degree of bound water content (the isolated wet cake of glucan contains 40% solids in a dry, free-flowing powder), which, upon removal of water, can be further isolated as dry powder with an equilibrium solid content of 88 wt%.
*Nuvolve™ engineered polysaccharides, developed by DuPont BioMaterials.
Latex-Based Adhesive with Glucan Additive
The incorporation of glucan into a latex-based adhesive was investigated for an improvement in shear stress as measured using ASTM D-905 (Standard Test Method for Strength Properties of Adhesive Bonds in Shear). A commercial latex system consisting of a crosslinkable polyvinyl alcohol-stabilized polyvinyl acetate copolymer latex designed for wood adhesive formulations was used to prepare a series of three-ply, 12 x 12-in. plywood samples. The glucan powder (15-micron particle size) was added to the 50% solids latex and mixed using a Cowles blade mixer spinning at 1,600 rpm. Additional water was added to the glucan-containing sample to maintain the total percent solids of the adhesive system (50% solids).
Each adhesive was applied (40 g) to the two bond lines of the three-ply plywood and cold pressed for 90 min at 140 psi. The plywood samples were tested at the Advanced Composites Laboratory at the University of Maine using ASTM D-906 (Standard Test Method for Adhesive Strength in Plywood). The data set is based on an average of eight specimens for each adhesive. An increase in adhesive bond strength is observed for the sample containing glucan (see Figure 2).

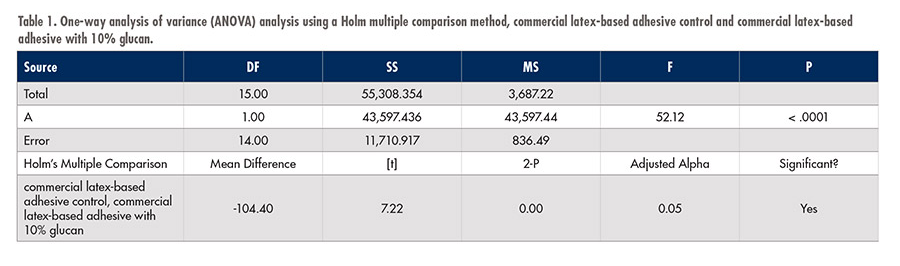
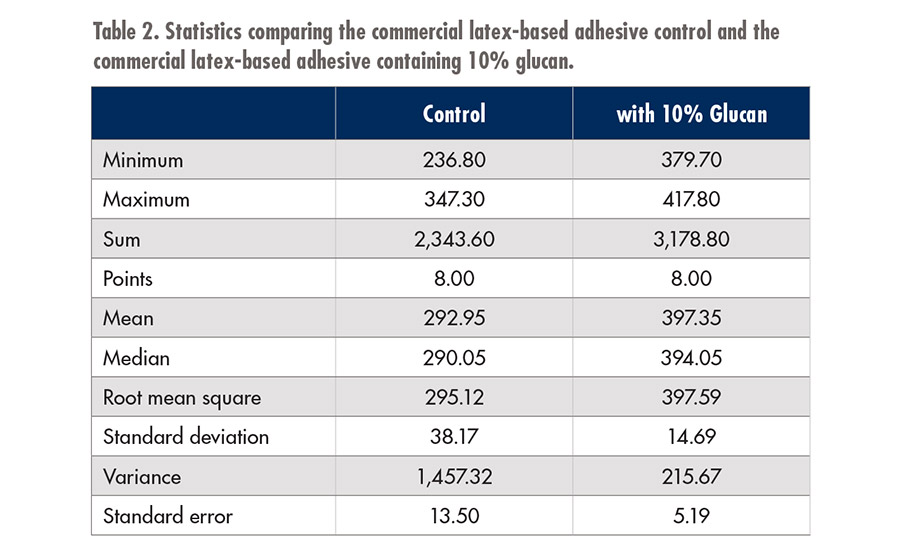
One-way analysis of variance (ANOVA) indicates a statistically significant difference between samples (see Table 1). The sample containing glucan shows a 36% increase in the mean maximum shear stress compared to the commercial adhesive baseline sample (see Table 2). A decrease in the standard deviation of the sample containing glucan is also observed.
It is critical to achieve a high-quality dispersion of the glucan in the latex matrix. Typical samples were prepared, and X-ray tomography was used to visualize the quality of the formulated latex (see Figure 3).
The formulation of the latex system suggests that the engineered polysaccharide may be used to improve the key adhesion properties of the material. This should allow for improved adhesion and the option to further improve performance of the adhesive system. First studies suggest that other key adhesive properties such as water resistance are not negatively impacted.
Particleboards with Glucan Additive
Glucan was also studied as a binder additive in an adhesive system based on pMDI. The engineered polysaccharide has been demonstrated to show reactive primary hydroxy functionality, which can be used in crosslinking reactions; the reaction with isocyanate groups to form urethanes is an example for this option.
In the first experiment, neat pMDI binder was used to formulate a pMDI-adhered particle board. A comparative set of boards was prepared in which glucan was incorporated at 10, 20, and 30% loadings, resulting in a particleboard binder in which 10, 20, and 30% of the pMDI was replaced with glucan. The dry glucan powder mixed readily into the pMDI and generated a stable formulation that was used for board manufacture. The boards were formed and pressed at 200˚C for 3 min at 9,500 lb (117 psi). The board quality observed for all boards was essentially identical; the glucan did not impact the system negatively.
Next, a typical board soak test was carried out to assess sensitivity to moisture. Boards were soaked in water and moisture gain was measured. Samples were placed into a 7.5 x 9.5 x 3.0-in. polyethylene pan, which contained 1 liter of water. The samples were kept submerged using a weighted aluminum screen. Sample weights were measured as a function of soak time (24-hr period). At 10% coformulation, glucan showed no statistically significant change in water absorption over 24 hrs (see Figure 4). At additive levels that exceed 20%, an impact on water absorption is observed and will limit the utility for this additive.
Flexural testing was conducted on the previously described boards using an IMADA MV-275 test stand using a three-point bend and a cross-head speed of 1 in./min (25.4 mm/min). The data in Table 3 is an average of eight samples. As with the water soak data, at a 10 % substitution of glucan for pMDI, stiffness of the boards matches the 4% pMDI control. This basic assessment of a direct formulation of glucan at 10% into pMDI does not affect the expected performance of the board.
Polyurethane Prepolymers and Adhesives with Glucan Additive
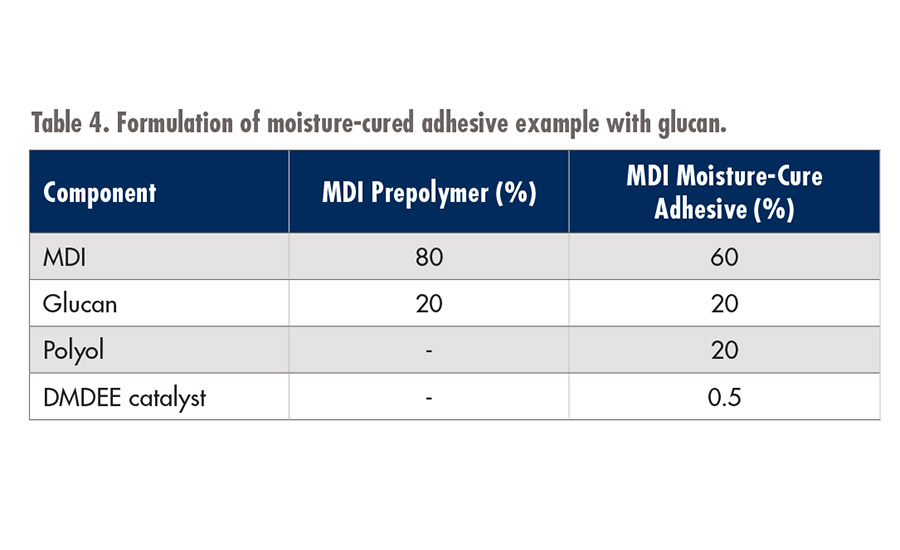
Next, the glucan additive was also used in a formulated MDI adhesive. In this system, the engineered polysaccharide is formulated to participate in the crosslinking chemistry to increase overall adhesive properties. The moisture-cured adhesive formulation incorporating glucan is shown in Table 4.
The formulation components utilize the diisocyanate (MDI) and glucan powder to formulate into a simple prepolymer. For the moisture-cure adhesive, a 2,000-molecular-weight polypropylene glycol and the moisture-cure catalyst (2,2'-dimorpholino diethyl ether, DMDEE) were also included in the formulation.
Glucan (15 micron psd) was dried at 90˚C (vacuum oven for ~ 24 hrs) prior to its use in the formulation. The pMDI, polyol, and glucan powder were added to a round-bottom flask and reacted using a standard polyurethane prepolymer method of heating the components slowly to reach a temperature of 90˚C while stirring in a dry nitrogen atmosphere. The reaction was kept at 90˚C for 1 hr. For the moisture-cured adhesive, the 90˚C prepolymer cook was followed by a decrease in temperature to 60˚C, at which time the catalyst was added and mixing continued for 30 min.
Upon completion of the reaction and cooling of the samples, stable prepolymer compositions were obtained. The viscosity of the formulations did increase but remained flowable and well-suited for typical applications. Although the glucan is introduced in powder form, the overall formulation remains a flowable liquid and can be easily applied using typical application equipment without apparent solid separation. Overall, each formulation is stable, does not show settlements over extended time, and remains ready for use and application.
The moisture-cure adhesive formulation containing glucan was compared to a commercial benchmark (see Figure 5). For the ASTM D-905 Block Shear studies, straight-grained hard maple (Acer saccharum) boards were cut and planed to the following dimensions: 5.5 in. wide, 32 in. long, and 0.75 in. thick. The boards were conditioned in an environmental chamber for two weeks to equilibrate to a moisture content of 8-9%. Samples were prepared by gluing two pieces of hard maple together, targeting 60 g of adhesive applied to the bottom board. The boards were pressed in a hydraulic press for 90 min at room temperature. The adhered boards were taken from the press and allowed to condition at 70ºF/50% relative humidity for seven days. Each adhered sample was then cut into 20 block shear specimens for ASTM D-905 testing.
The adhesive data comparison represents an average of 20 block shear samples per formulation. No statistical significant difference in maximum shear stress is observed between the two samples. The formulation with the glucan uses the dry powder additive, which disperses well to be applied as a liquid formulation.
The use of glucan provides a reactive performance-enhancing component available in formulating structural polyurethane adhesives. Overall, reducing the mass of the pMDI crosslinking component, as well as the polyol component in this formulation, is significant while overall adhesive performance is maintained. Based on the morphology of the spherical, micron-sized polysaccharide component in the formulation, the effective surface area for interlocking with the wood matrix is increased while viscosity and processability remain viable.
Tailored Properties
Enzymatic polymerization is advancing as a new industrial process option to provide engineered polysaccharide materials with unique molecular and structural polymer properties and material morphology. The further development and commercialization of this bioprocess will allow access to a family of biomaterials that can be tailored to provide differentiated properties in numerous industrially important applications. This process is easily scalable utilizing readily accessible, fungible, and yearly-renewable feedstocks. The process is highly capital efficient and offers an attractive overall atom economy to provide materials at scale and lower cost.
The examples described here utilize alpha-1,3-glucan in combination with formulated adhesive systems in commercially relevant wood adhesive applications. The morphology of the alpha-1,3-glucan allows it to be easily formulated into these adhesive systems with excellent compatibility.
The two examples indicated here suggest that the addition of alpha-1,3-glucan to polyvinyl alcohol-stabilized vinyl acetate-ethylene copolymer dispersions results in a significant performance increase of the adhesive as measured by ASTM-D-905 Block Shear testing. In addition, the combination with MDI- and pMDI-based adhesive systems suggests that adhesive performance remains positive while novel sustainable formulation options become accessible.
The performance improvements observed should allow for the overall reduction in adhesive use while maintaining or exceeding the current performance, as well as reducing the environmental impact and associated cost. Alternatively, this may also allow for the use of lower quality wood or the increase of the current performance range in these types of engineered wood applications.
For more information, email christian.p.lenges@dupont.com or visit http://biosciences.dupont.com/solutions/biomaterials.
Editor’s note: This article is based on a presentation given at the Adhesive and Sealant Council’s 2019 Annual Spring Conference and Expo. For details regarding the council and its events, visit www.ascouncil.org.
References
- Li, K.; Peshkova, S.; and Geng, X., “Investigation of soy protein- kymene adhesive systems for wood composites,” J. Am. Oil Chem. Soc., 2004, 81(5):487-491.
- Hemmil, Venla; Adamopoulos, Stergios; Karlssonb, Olov; and Anuj Kumar, RSC Advances, 2017, 7, 38604.
- Yalpani, M., Polysaccharides, Elsevier, Amsterdam and New York, 1988.
- Kaur, B.; Ariffin, F.; Bhat, R.; and Karim, A.A., Food Hydrocolloids, 2012, 26, 398-404.
- Lenges, Christian and Mekonnen, Tizazu, Latex compositions comprising polysaccharides, WO 2019/046123, July 2019.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



