Novel Abrasive Addresses Coatings Surface Preparation Challenges
A new category of abrasives is providing options to mitigate powder coating challenges relating to surface prep material performance, environmental profile, and production economics.

The global market for powder coatings is projected to expand in the coming years, potentially reaching $19.9 billion by 2027.1 While the powder coating sector is poised for rapid growth, a prerequisite remains: getting the surface right.
Across industries from transportation and infrastructure to components and devices, three perennial challenges endure when it comes to surface preparation: material performance, environmental profile, and production economics. Superoxalloys, a new category of abrasives, are providing options for blasters that must mitigate these challenges.
A superoxalloy is an engineered medium that incorporates a blend of oxide minerals generated through a precise and controlled formulation and tempering method. This new category offers advantages over traditional methods to remove rust and unwanted finishes, and its proprietary properties support improved performance, optimized efficiencies, and an enhanced safety profile.
Material Performance
A clean, effective powder coating is contingent on a pristine surface. From embedded particles to rust bloom, a number of factors can threaten surface preparation efforts. These threats were considered during the engineering of superoxalloys, including the shapes of the particles that drive performance.
Superoxalloys do not include crystalline structures often seen in conventional blasting abrasives like garnet, slags, and aluminum oxides (see Figure 1). Particle shapes include angular, sub-angular, rounded, and sub-rounded. The lack of fracture planes allows the amorphous particles to be used at high speed without shattering (up to 120 psi) and to provide greater energy density to the surface being cleaned.
Because particles do not break on surface impact, they are able to deliver more energy—just as a baseball travels farther when it hits the bat and the bat stays intact than it does when the bat breaks. When particles fracture, particle energy is used to break the particle rather than being imparted to the surface where it is needed. Reduced friability allows superoxalloy abrasives to outperform harder materials, especially at higher pressures. The abrasives have a Mohs hardness of 7-8 and a low dust rating.
The superoxalloy abrasive can also be reused multiple times. Reuse rates at 100 psi vary by size, with the enhanced profile (1.5-3 mil) abrasive being recyclable about 4-8 times, the medium profile (1-2 mil) about 6-12 times, and the low profile (.5-1 mil) about 8-15 times.
Compared to conventional abrasives such as garnet, slags, metals, and glass, superoxalloy abrasives demonstrate little-to-no embedment and can be used on multiple surfaces to remove coatings. A few resurfacing examples include cars, planes, vehicles, buses, and marine vessels. Superoxalloys function in wet, dry, or vapor blasting situations.
Blasting processes are inherently variable due to the diversity of applications, creating performance challenges. The composition of superoxalloys allows the abrasive to remove thick powder coatings, multi-layer coatings, two-part epoxies, and elastomerics without relying on burn-off or scraping. The abrasives can be used with varying nozzle distance depending on the intended result (e.g., to reach a bare surface or to leave a primer coat in place).
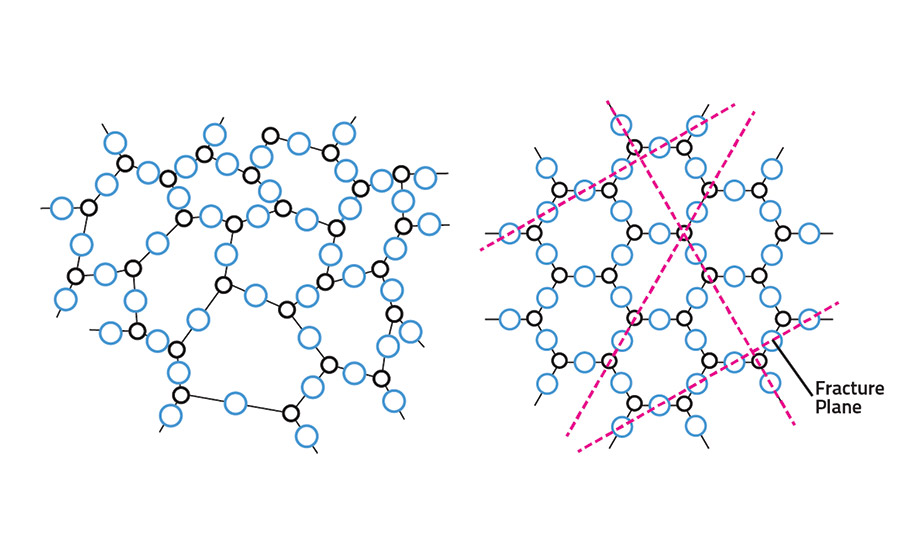
Figure 1. Amorphous particles reduce the friability of superoxalloy abrasives (left), as they lack the crystalline fracture planes of traditional abrasives like slags, garnet, and aluminum oxide (right).
A trial compared how long it took for a superoxalloy abrasive and aluminum oxide to remove a hardened power coating from a specialized hanger (see Figure 2). The aluminum oxide required approximately 2.5 min to remove about 10% of the thick and hardened powder coating. However, the superoxalloy abrasive completely cleaned the hook in about 20 sec and left a restored and profiled surface.
The material can also be used to restore an original coating. In one abrasive exchange trial, a garnet abrasive was used in a vapor blasting arrangement to provide a 2-3 mil profile without damaging the underlying galvanized coating. Particle embedment from the abrasive material was creating adhesion problems for the application of a fire-coating. When the garnet was replaced with a superoxalloy abrasive, the result was a 15% increase in the speed of cleaning and a 33% decline in the amount of abrasive used. Total particle embedment also fell, leading to improved adhesion of the secondary coating.
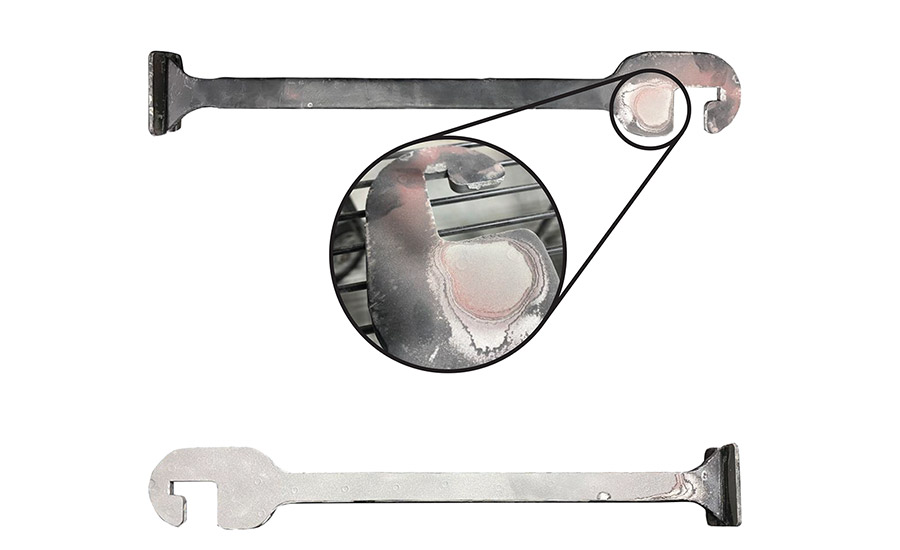
Figure 2. Swapping aluminum used for 150 sec (top) with a superoxalloy abrasive (bottom) for 20 sec removed a powder coating more efficiently.
In a series of field trials in commercial facilities, superoxalloy abrasives were used to remove powder coatings and prepare surfaces for the application of new powder. One goal of the material’s use is to curb or eliminate the need to chemically strip parts, both to reduce the time needed to clean surfaces and to improve safety by limiting the use of chemical cleaning agents.
When switching between abrasives, one powder coater commented about a traditional abrasive, “It was taking me hours just to do a single wheel. I was cleaning my pot blaster every 10 minutes because it clogs up a lot. The [superoxalloy] definitely doesn’t. Just not having to clear clogs in itself has sped up my time.”
Environmental and Safety Profile
The new type of blasting abrasive is produced using a sustainable, ultra-low carbon footprint process at a clean tech manufacturing facility and is not mined, so the material does not have some of the same environmental concerns as mined abrasives. Third-party laboratory testing has found no free silica or beryllium.2,3
Detectable barium, vanadium, and zinc levels are more than 50 times below EPA-regulated limits for total threshold limit concentration (TTLC) and soluble threshold limit concentration (STLC).3 In addition, superoxalloys are CARB certified, SSPC AB1 certified, and compliant with the Clean Water Act (40 CFR122.21 and 40 CFR 122.42.)3
The ultra-low dust level generated when blasting further contributes to the safety profile. Superoxalloy abrasives contribute to the safety culture by improving visibility and reducing damage to face shields.
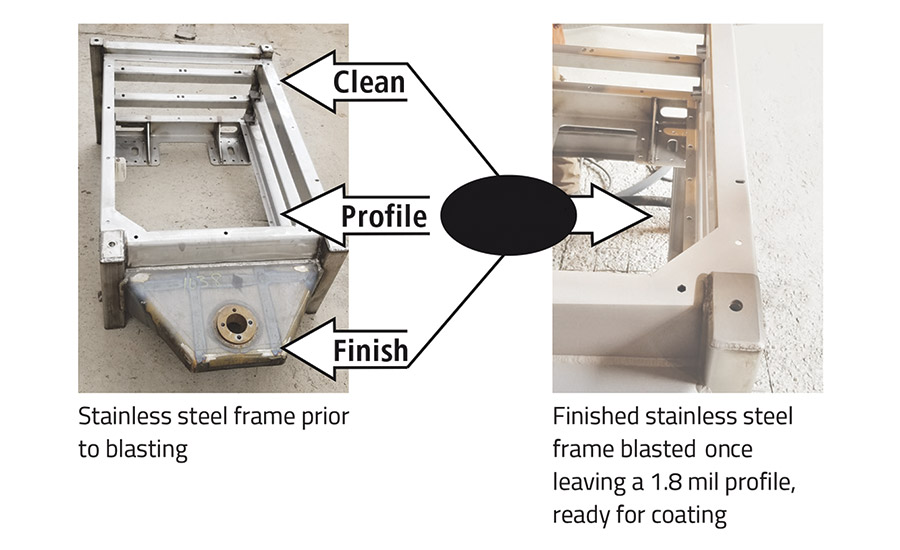
Figure 3. Replacing inefficient cleaning materials (left) with a superoxalloy abrasive (right) can reduce the number of steps needed to finish a job.
Production Economics
Superoxalloys are engineered to reduce the amount of time needed to prepare a surface for coating by minimizing the number of steps required to achieve the desired surface profile. As no chemical pre-treatment or burn-off may be required in powder coating applications, superoxalloys may reduce the overall time or steps required to complete a job.
In one trial, the traditional cleaning process involved three separate steps: using silica sand to clean a frame and weld marks, using glass beads to reduce the profile, and ending with a fine abrasive to develop the needed finish (see Figure 3). Substituting a superoxalloy abrasive into the process eliminated the need for additional cleaning steps. In one blasting session, the abrasive was able to clean, profile, and finish the frame to a 1.8-mil surface profile that was ready to be coated.
Similarly, a superoxalloy reduced the number of steps involved in manufacturing asphalt mining and removal bits and limited the rate of failure of the final product (see Figure 4). In the traditional process, bits were made from tungsten carbide and had to be blasted to remove excess carbonized coating. The extraneous material was removed using silicon carbide, which took about 30-60 min. Then the underside of the tip had to be cleaned using a flux agent before it could be bonded to its base. However, brazened bits prepped with silicon carbide often failed during testing and had to be reworked.
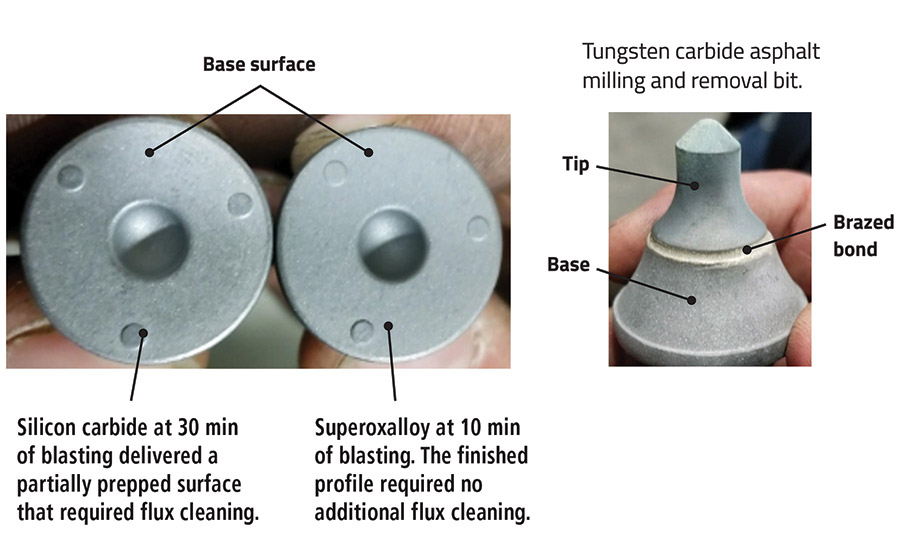
Figure 4. Exchanging silicon carbide for a superoxalloy abrasive reduced the amount of time needed to manufacture asphalt bits by limiting the steps needed and improved the performance of the final product.
When the silicon carbide was swapped with a superoxalloy abrasive, the blasting time dropped to 10 min, and flux cleaning was not required. The bond between tip and base held during testing and did not require rework. Overall, the changes reduced surface preparation time by 67% and improved part strength by 125% compared to when silicon carbide was used.
Fighting Flash Rust
While some environments (e.g., marine areas) are notorious for rust, the issue of rust bloom is pervasive. The superoxalloy abrasive has been found to reduce the need for rework linked to rust bloom. Flash rusting is a pervasive challenge for blasters using conventional abrasives. Although rusting can be a slow process, rust bloom occurs rapidly when particulate matter is embedded in the surface being cleaned, especially when the embedded materials have an iron-based or chloride component. The presence of those elements provokes an electrochemical corrosion reaction that jumpstarts rust formation. Superoxalloy abrasives generate little-to-no embedment and do not include free iron or chlorides, eliminating spots where rust bloom can develop.
In a comparison trial, metal sheets were cleaned with copper slag, garnet, and a superoxalloy abrasive. After 24 hrs, rust bloom was already visible on the sheets cleaned by both copper slag and garnet. At the 48-hr mark, rust bloom was pronounced on both sheets. However, the metal cleaned using the superoxalloy abrasive displayed no visible rust even after 48 hrs. Similarly, when a ship hull was cleaned to a SSPC-SP6 finish and left outside in a humid area for three weeks, the hull was clean and ready to coat.
Considering Total Economics
Superoxalloys may provide a cost savings when calculated based on cost of use per square foot. When compared to conventional abrasives and judged on how much of a coating is removed in a set time, results demonstrate that superoxalloy abrasive consumption is reduced on a pounds-per-square-foot basis while speed per square feet per hour tends to be higher.
Conducting a cost analysis for the novel class of abrasives suggests increased revenue as a result of shorter blast time, along with lower time-based costs of fuel and labor per square foot. The low consumption per square foot also decreases costs associated with the pounds of abrasive used, including abrasive costs, cleanup, and disposal costs.
Lower density compared to some abrasives like garnet, aluminum oxide, silicon carbide, or staurolite helps reduce the superoxalloy’s cost. A pot filled with superoxalloy abrasives could contain the same volume amount and a similar number of particles as one filled with a denser abrasive, but its total weight would be 30-40% lower. If the superoxalloy provided the same amount of work per pot as other abrasives, that would be a reduction in material consumption of 20-40%. However, the improved efficiency demonstrated by superoxalloys means a pot can actually provide 30-100% more work compared to conventional abrasives.
Multiple Benefits
As demand for powder coatings increases across industries, interest in environmental responsibility accelerates, and operational efficiencies remain paramount, more attention will focus on the application and removal of powder coatings. Finding an alternative to a mined or inefficient abrasive blasting agent could improve the environmental footprint of a project and reduce the amount of abrasive used.
Similarly, selecting a more efficient abrasive may consolidate steps involved in preparing a surface and limit reliance on harsh cleaning products while reducing overall project cost. Superoxalloy abrasives offer blasting operators a way to finish jobs more quickly, with less expense, and in a safer and more sustainable way.
For more information, contact the author at (260) 209-1207 or info@10xem.com, or visit www.10xem.com.
References
- “Powder Coatings Market Size Worth $19.9 billion by 2027,” Grand View Research, February 2020, www.grandviewresearch.com/press-release/global-powder-coatings-market.
- NIOSH Method 7500 testing data, Analytics Corp., Clark Testing, KTA Tator, SGS Galson.
- California Air Resources Board certification and Schneider Laboratories Global, Inc., Toxicity Characteristic Leaching Procedure Method 1311 testing data.
Listen to our Bonding with ASI podcast featuring author Steve Ricci!
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





