Low-Reactivity Liquid Light Stabilizer in Transparent Modified Silane Sealants
Although powder-based light stabilizers play an important role in modified silane sealants, they can also cause the sealant to become darker or yellowish. A recently developed liquid technology can alleviate that problem.

Modified silane sealants are primarily used for joint filling, waterproofing, airflow blocking, and bonding. As the application of prefabricated buildings and curtain walls has become mature in recent years, the market size of modified silane sealants has grown rapidly.
Modified silane sealants can be classified into two types: polyether main chain with silane-terminated resin (silyl-terminated polyether, STPE), and silane-terminated polyurethane (silylated polyurethane, SPU).1 Modified silane sealants can resolve the issue of dirt in the joints, which is often the result of using silicone. These sealants are also environmentally friendly, solvent and isocyanate free, and paintable.
The addition of ultraviolet absorbers (UVAs) and hindered amine light stabilizers (HALS) to modified silane sealants can significantly improve weather resistance to meet harsh outdoor weathering requirements. The UVA products added to modified silane sealants are mainly powdered benzotriazole. HALS are also typically in powder form.
In recent years, a proprietary liquid light stabilizer series* was designed specifically for modified silane sealants.2 Their liquid form enables these light stabilizers to be quickly mixed with liquid resin without extra heating, lowering energy costs and reducing the production time between batches while simultaneously improving the sealant’s weather resistance.
Although light stabilizers play an important role in improving the weather resistance of modified silane sealants, they also cause some issues. For example, the color of the sealant becomes darker or yellowish, an issue that becomes worse when the stabilizer is applied to colorless and transparent sealants.
In order to address the issue of color darkening caused by light stabilizers while retaining weather resistance, we first investigated the factors that may cause the darkening of the modified silane sealant formula. Next, we used the design of experiment (DOE) coupled with statistical software (JMP) to confirm the key factors that cause the darkening of the color.3 Lastly, we finalized an appropriate light stabilizer solution that not only can reduce the impact on the color of the transparent sealant but can also meet the requirements of weather resistance.
Experiment Details
Materials used throughout these studies included: STPE liquid resin; 1,2-cyclohexane dicarboxylic acid diisononyl ester (DINCH) plasticizer; fumed silica; organotin catalyst (U-220H); adhesion promoter (A-1110); and light stabilizers. Table 1 details the light stabilizer information.
Table 1. Light stabilizer details.
| Name | Type | State | Notes |
|---|---|---|---|
| UVA-1 | Benzotriazole UVA | Yellow powder | Typical products for modified silane sealants |
| HALS-1 | HALS | White powder | |
| Blend-1 | Triazine UVA and HALS blend | Yellow liquid | All-purpose weathering additives |
| Blend-2 | Oxanilide UVA and HALS blend | White powder | All-purpose weathering additives |
| Liquid stabilizer* | UVA and HALS blend | Yellowish liquid | Special products for modified silane sealants |
The sealing panel formula is shown in Table 2. To produce the transparent sealant panels used throughout the tests, light stabilizer, plasticizer, and fumed silica were added to the liquid resin, and then stirred and mixed. The mixture was held under vacuum at 120°C for 2 hrs to dehydrate and remove air bubbles, and then cooled to 50°C; catalyst and adhesion promoter were then added. After being evenly mixed in a planetary mixer, the material was placed in molds and transparent sealant panels with a thickness of approximately 20 mm were created.4
Table 2. Transparent modified silane sealant formula.
|
Fixed Components |
Dosage (phr) |
|---|---|
| STPE liquid resin | 100 |
| Plasticizer | 55 |
| Fumed silica | 2.5 |
| Components Adjusted Based on DOE
|
|
| Adhesion promoter | 2-4 |
| Catalyst | 0.5-1.5 |
| UV absorber/light stabilizer | 0-2 |
A Minolta colorimeter was to measure the sealants’ yellowness index (YI index) and color difference index (Delta E). Weather resistance tests were conducted with a Q-LAB UV accelerated weathering machine according to ASTM G154.
Key Factors Affecting Color
The first experiment focused on confirming the key factors affecting the color of transparent sealant and the level of the impact with a screening design of four factors and two levels. The experimental factors included catalyst U-220H, adhesion promoter A-1110, UVA-1, and HALS-1. The panels were produced based on the dosages listed in the experimental design table (see Table 3) and the panel production process. The YI value (appearance color) of each panel was measured after curing for 7 days. Data results are shown in Table 3.
Table 3. Experimental design table and YI value.
| Run | Pattern |
A-1110 |
U-22OH | UVA-1 | HALS-1 | YI |
|---|---|---|---|---|---|---|
| 1 | ++−+ | 4 | 1.5 |
0 |
2 | 27.3 |
| 2 | −++− | 2 | 1.5 | 2 | 0 | 45.0 |
| 3 | −+−− | 2 | 1.5 | 0 | 0 | 25.4 |
| 4 | ++−− | 4 | 1.5 | 0 | 0 | 25.4 |
| 5 | +−−+ | 4 | 0.5 | 0 | 2 | 13.4 |
| 6 | −+−+ | 2 | 1.5 | 0 | 2 | 24.0 |
| 7 | −+++ | 2 | 1.5 | 2 | 2 | 40.4 |
| 8 | +−+− | 4 | 0.5 | 2 | 0 | 24.0 |
| 9 | +++− | 4 | 1.5 | 2 | 0 | 43.5 |
| 10 | ++++ | 4 | 1.5 | 2 | 2 | 40.4 |
| 11 | −−+− | 2 | 0.5 | 2 | 0 | 20.0 |
| 12 | +−−− | 4 | 0.5 |
0 |
0 | 13.9 |
| 13 | −−++ | 2 | 0.5 | 2 | 2 | 21.0 |
| 14 | −−−− | 2 | 0.5 | 0 | 0 | 16.3 |
| 15 | +−++ | 4 | 0.5 | 2 | 2 | 23.0 |
| 16 | −−−+ | 2 | 0.5 | 0 | 2 | 18.0 |
Figure 1 shows the lightest and the darkest panel. The difference in the appearance of the transparent modified silane sealant can be visually distinguished easily.

Figure 1. The initial appearance color (YI) of the lightest panel (left) was 13.4, while the darkest panel (right) was 45.0.
According to the parameter estimation table (see Table 4), the significant factors affecting the color of the sealant are U-220H and UVA-1 because they are both yellowish. For this reason, this effect would be intensified when U-220H and UVA-1 are added to the transparent sealant. In addition, the interaction between U-220H and UVA-1 is also the main factor affecting the color. It is inferred that the benzotriazole-based UVA is easily chelated with the metal catalyst, causing the color to darken and affect the overall color of the transparent sealant.
Table 4. Parameter estimation table.
| Item | Estimated Value | Standard Deviation | t value | p value |
|---|---|---|---|---|
|
Intercept |
26.3125 | 0.4856 | 54.19 |
less than 0.0001 |
|
U-220H (0.5, 1.5) |
7.6125 | 0.4856 | 15.68 |
less than 0.0001 |
| UVA-1 (0, 2) | 5.85 | 0.4856 | 12.05 | less than 0.0001 |
|
U-220H x UVA-1 |
2.55 |
0.4856 |
5.25 |
less than 0.0002 |
|
R2 = 0.97, adjusted R2 = 0.97, RMSD = 1.94 |
In Figure 2, we can see the level of influence of each significant factor on the color of the transparent sealant. The catalyst is the most critical among all the factors. However, as the adjustment of the catalyst requires consideration of the curing speed, the operations time, and various subsequent applications, it is difficult to make changes to the catalyst.
In contrast, the adjustment of light stabilizers is relatively simple, and the combined impact of light stabilizers also reached as high as 39%. If this can be improved, benefits can be brought.
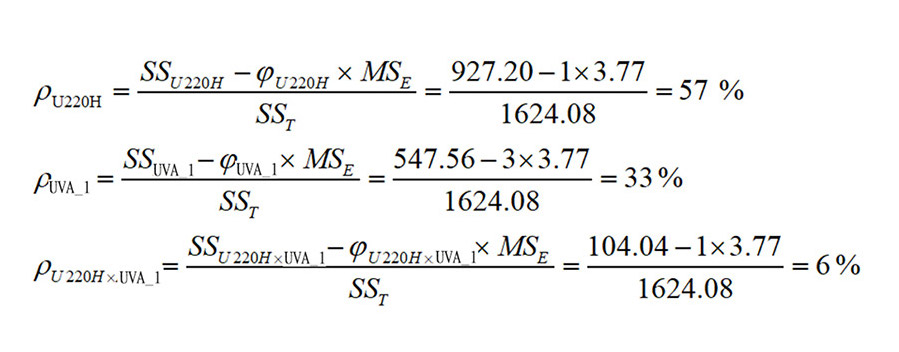
Figure 2. The level of influence of the significant factors.
Light Stabilizer Suitability for Transparent Sealants
As in the first experiment, the second experiment adopted the screening design of four factors and two levels. However, the experimental factors were changed to catalyst U-220H, light stabilizer Blend-1, light stabilizer Blend-2, and the proprietary liquid light stabilizer. The dosage of adhesion promoter A-1110 remained at 3 phr. The panels were produced based on the dosages listed in the experimental design table and the panel production process (see Table 5).
Table 5. YI value and the experimental design table.
| Run | Pattern | Blend-1 | Blend-2 | Liquid* | U-22OH | YI |
|---|---|---|---|---|---|---|
| 1 | −+−+ | 0 | 1 | 0 | 1.5 | 13.5 |
| 2 | ++++ | 1 | 1 | 1 | 1.5 | 17.6 |
| 3 |
−+−− |
0 | 1 | 0 |
0.5 |
7.2 |
| 4 | −−++ | 0 | 0 | 1 |
1.5 |
16.3 |
| 5 | +−−− | 1 | 0 | 0 | 0.5 | 11.3 |
| 6 | −−−− | 0 | 0 | 0 |
0.5 |
7.8 |
| 7 | −+++ | 0 | 1 | 1 | 1.5 | 15.0 |
| 8 | ++−− | 1 | 1 | 0 | 0.5 |
11.3 |
| 9 | +−+− | 1 | 0 | 1 |
0.5 |
11.5 |
| 10 | −−+− | 0 | 0 | 1 | 0.5 | 9.5 |
| 11 | +−++ | 1 | 0 | 1 | 1.5 | 17.8 |
| 12 | +++− | 1 | 1 | 1 | 0.5 |
11.5 |
| 13 | ++−+ | 0 | 1 | 1 | 0.5 |
9.0 |
| 14 | ++−+ | 1 | 1 | 0 | 1.5 |
16.2 |
| 15 | +−−+ | 1 | 0 | 0 | 1.5 | 17.7 |
| 16 | −−−+ | 0 | 0 | 0 | 1.5 | 12.9 |
According to the parameter estimation table (see Table 6), none of the three composite light stabilizers interacted with the catalyst to darken the appearance color. In addition to the catalyst U-220H, the other significant factor that affects the color of the sealant is Blend-1, which itself is yellowish. The level of influence of Blend-1 is 18.3%, which is high enough to cause the discoloration of the sealant.
Table 6. Parameter estimation table.
| Item | Estimated Value | Standard Deviation | t value | p value |
|---|---|---|---|---|
|
Intercept |
12.8813 |
0.1151 |
111.87 |
less than 0.0001 |
| Blend-1 (0, 1) | 1.4813 |
0.1151 |
111.87 |
less than 0.0001 |
|
Blend-2 (0, 1) |
-0.2188 | 0.1151 | -1.90 |
0.0866 |
|
Liquid stabilizer* (0, 1) |
0.6438 |
0.1151 |
5.59 |
less than 0.0002 |
| U-220H (0.5, 1.5) | 2.9938 |
0.1151 |
26.00 |
less than 0.0001 |
| Blend-1 x liquid stabilizer* | -0.4063 |
0.1151 |
-3.53 | 0.0055 |
|
R2 = 0.99, adjusted R2 =
0.98, RMSD = 0.46 |
As for Blend-2 and the proprietary liquid stabilizer, the level of influence is 0.3% and 3.4%, respectively. Their influence on the color of the sealant is negligible compared to U-220H’s 75.1%. Although Blend-2 and the liquid stabilizer can avoid the yellowing of the initial color of the sealant, their weather resistance still needs to be verified.
Weather Resistance Verification
The third experiment sought to verify the difference in the light stabilizers’ weather resistance. Three groups of light stabilizers were selected for weatherability testing: Blend-2, the liquid stabilizer, and UVA-1 mixed with HALS-1 in a 1:1 ratio. The dosage of these three items is 1 phr, respectively. They were made into a 2-mm-thick panel separately. The panels were placed in an accelerated weathering machine for testing according to ASTM G154.
As is evident in Table 7 and Figure 3, the YI value of the UVA-1/HALS-1 panel is 10.8 before exposure to light, which is significantly higher than the value of the other three groups. Specifically, the color of the UVA-1 and HALS-1 panel is obviously yellow.
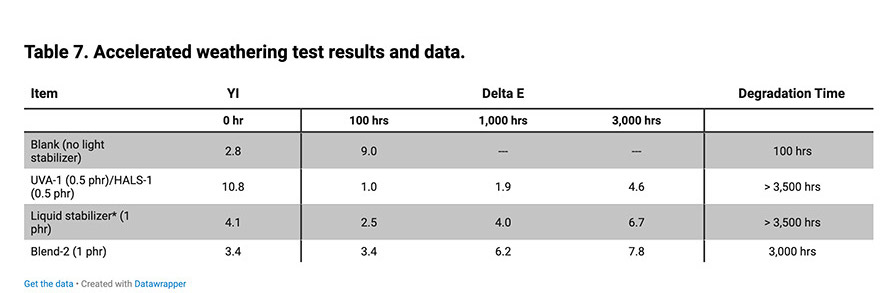
After 100 hrs of accelerated weathering testing, the color of the panel without any light stabilizer added was obviously yellow (Delta E is 9.0). Moreover, the surface of the panel began to stick and crack. By contrast, the other three groups of panels with light stabilizers added could still maintain Delta E below 4.0 after 100 hrs.
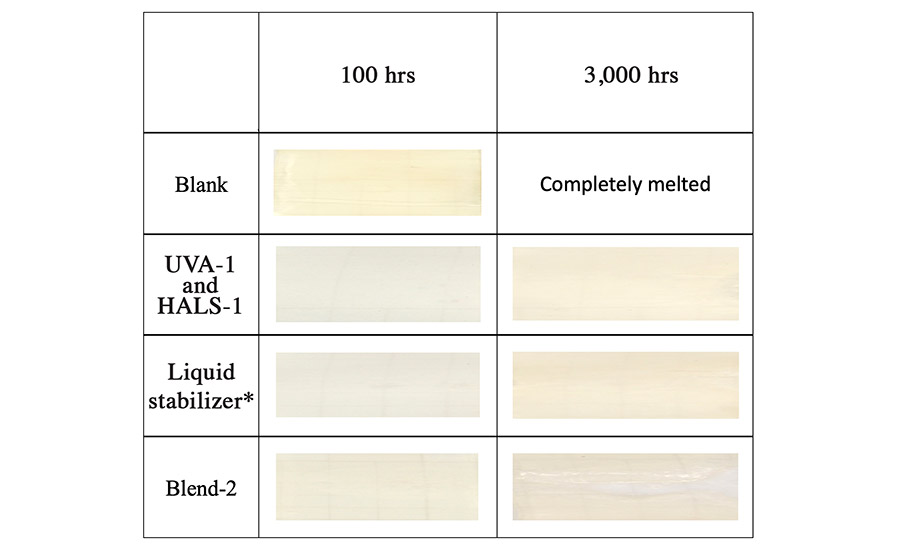
Figure 3. The level of degradation of the panels.
Both the panel with UVA-1/HALS-1 and the panel with the proprietary liquid stabilizer could last more than 3,500 hrs before degradation started, while the panel with Blend-2 could withstand up to 3,000 hrs. During the experiment process, we discovered that the liquid stabilizer is more compatible when applied to liquid resin. It can avoid problems of uneven mixture and the migration of powder additives after the sealant is cured.
Conclusion
Adding light stabilizers to improve sealants’ weather resistance is a relatively simple and effective method. The main factors affecting the color of transparent sealants caused by light stabilizers include the color of the light stabilizer itself and the reactivity of the light stabilizer with the catalyst.
Although the commonly used combination of powder UVA-1 and HALS-1 can effectively improve the weather resistance of transparent sealants, it interacts with catalysts to cause the color of transparent sealants to become darker and yellow. In contrast, the liquid light stabilizer provides excellent performance and avoids affecting the transparent sealants’ appearance color. Moreover, as a liquid additive, it has good compatibility with liquid resin and is easy to mix without causing migration.
For more information, visit https://en.ecic.com.
*Eversorb® HP, developed by Everlight Chemical, Taiwan.
Note: Opening image courtesy of Bim via GettyImages.com.
References
1. R.J. Ma, Z.X. Wang, K.C. Wei, and L. Wang, “Research Progress of Organosilicon Modified Sealants,” Chemical Propellants & Polymeric Materials, 2005, 1:22-27.
2. K.C. Peng, C.Y. Lin, C.H. Chein, M.L. Wang, Y.H. Huang, “New High-performance UV Light Stabilizer for Silyl-modified Polyether Sealant,” Industrial Materials, 2015, 12:182-185.
3. Y.C. Yang, “The effect of novel light stabilisers enhance UV filtering in waterborne UV-curable coatings,” Polymers Paint Colour Journal, 2019, 3:22-29.
4. J.K. Yu, “Technology Progress of Silicon-Modified Polyether Sealants Abroad,” Chemical Propellants & Polymeric Materials, 2004, 4:7-10.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







