Picking the Right Light for a Light-Curing Adhesive



Picking the Best Light Source
When choosing the best light source for a particular application, it is critical to consider:1. The cure capabilities of the resin formulation,
2. The requirements of the application and
3. The ability of the light source to meet the processing requirements.
Tables 3 and 4 with the following commentary have been designed to help guide the choice of curing equipment with relation to size of area to be cured, type of process desired, and the result of the curing process in terms of the cure depth and surface cure of the resin selected. Because several lamp types may be suitable for a given application, the corresponding numbered elaboration provides further information as to which light source may be the best and most economical choice.
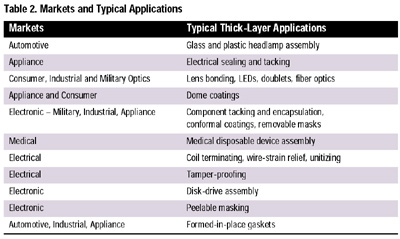
The tables are for use when the light-curing application being considered is a bonding application or a thick-layer coating, gasket or encapsulation (3 mil to 1/4" or more). They are not relevant to typical ink or coating applications where very thin films and processing speeds beyond 20 feet per minute are required.
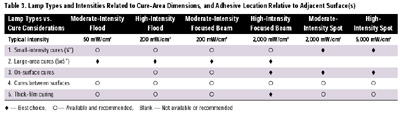
Lamp types and intensities will vary with the size of the cure area and the position of the adhesive relative to the adjacent surfaces. Table 3 relates lamp types to five curing possibilities as follows:
1. Small-area cures — Curing adhesives in small bond areas (1/4" in diameter or less) or applications requiring the curing of small-diameter drops of adhesives on a surface can be best accomplished using a spot-wand-style lamp. Spot-wand lamps usually have high intensities, so cures are very fast. This is especially true if it is desirable to cure one part at a time. When curing many parts at once (each with a small spot of adhesive), a flood system or conveyor may be the most cost-effective option.
2. Large-area cures — Many parts have large bond areas and are thus unsuitable for curing with spot-wand lamps. Examples include most coating applications, bonding two parts of a housing or curing many parts at once.
3. On-surface cures — refers to coatings, encapsulants, tacking applications, shallow potting, masks and gaskets. Because most light-curing formulations are inhibited to some degree or another by atmospheric oxygen, higher-intensity lamps are best for avoiding the tacky surfaces that will result from using a lamp with insufficient intensity.
4. Cures between surfaces — Since oxygen is not able to reach the adhesive between two surfaces and inhibit curing, low- to moderate-intensity lamps frequently give very satisfactory cures.
5. Cure depth (to 1/4") — is frequently accomplished at very acceptable speeds with moderate-intensity UV lamps. This is because adhesive curing below the surface is not inhibited by oxygen and may actually cure faster and more completely in a shorter time than the adhesive layer on the surface.
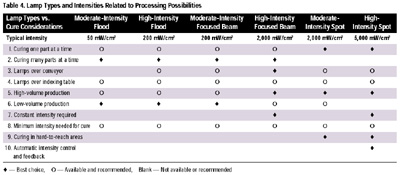
1. Curing one part at a time — For curing small spots of adhesive manually or for automated assembly, a spot-wand lamp is frequently the product of choice.
2. Curing many parts at a time — is usually done best using focused-beam or flood lamps mounted over a conveyor or rotary indexing table. Curing trays of parts in enclosed workstations under flood lamps can be practical where high-speed, automated assembly is not required.
3. Many flood and beam lamps — are commonly mounted over conveyors and are commercially available. Usually lamps/conveyor arrangements are for higher-speed automated processing.
4. Flood, beam and spot-wand lamps — have been incorporated into indexing tables for many applications.
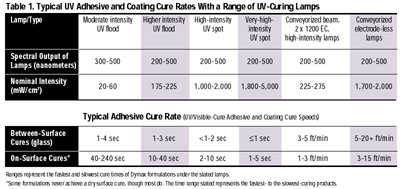
5. High-volume production — Since a primary reason for selecting a light-curing process is the rapid curing of the resin, it is frequently the process of choice for high-volume production. A general rule of thumb is the higher the intensity, the faster the cure; so high-intensity lights may be the best choice for high-volume production requirements. (See Table 1.) However, “high-speed” production is relative and dependent on manufacturing needs and the basis of comparison. For example, when cures take minutes to hours, a relatively slow UV-cure rate of 30 seconds can be “high speed.” The cost of less intensity is lower and may be quite adequate for the specific situation.
6. Spot-wand lamps — are well suited to bringing light to hard-to-reach spots due to the length and flexibility of the light guides. Conveyors are available with light focused in a 180° arc, and ring lights are available to effect 360° cures.
7. Automatic intensity control and photo feedback — These features are available in some spot, beam and flood systems. The systems, however, are costly and are primarily used where Statistical Process Control mandates continual and automated feedback and intensity. (See No. 8 below.)
8. Low-volume production — is easily accomplished with almost any of the listed lamp types. Other considerations, such as resin-curing requirements, bond-area dimensions or other process restrictions, will determine the choice of the lamp.
9. Constant intensity required — In some cases, such as compliance with Statistical Process Control parameters, constant intensity is required whenever curing is taking place. Lamps with this feature are then necessary since most UV-curing bulb intensities degrade over time. High-intensity, electrode-less lamps show little degradation over time and shut off automatically once a certain level is reached. High-intensity spot-wand lamps are available that maintain constant intensity by allowing more light into the wands as the bulb intensity degrades.
10. Minimum intensity — It is important to establish the minimum intensity needed to effect adequate cure and monitor the intensity to assure that there is always a comfortable margin available for cure above that minimum level. One of the beneficial features of a UV-curing process is that the resins cure very rapidly, even at relatively low intensities. Therefore, moderate intensity, such as that listed above, may be a least 10 or more times the required intensity necessary for cure. A second attractive feature is that most resins cure with no noticeable or significant difference in the cured bond at different intensities above the established minimum. Once this parameter has been established, intensity monitoring is easily accomplished with a variety of radiometers, and the most cost-effective curing system is determined.
Additional information about adhesives and UV-curing equipment is available from Dymax Corp., 51 Greenwoods Road, Torrington, CT 06790; phone 860-482-1010; or fax 860-496-0608.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



