Structurally Green
Structural adhesives can reduce emissions and assist in the recycling of plastics to minimize waste and VOCs.

 Because recent trends in the marketplace emphasize green, manufacturers are looking for new and innovative ways to reduce emissions and volatile organic compounds (VOCs). This is particularly true in the automotive industry, where there is a real drive to design lighter cars that are less thirsty for fuel and consequently produce fewer emissions.
Because recent trends in the marketplace emphasize green, manufacturers are looking for new and innovative ways to reduce emissions and volatile organic compounds (VOCs). This is particularly true in the automotive industry, where there is a real drive to design lighter cars that are less thirsty for fuel and consequently produce fewer emissions.
Alternative materials such as plastics, fiberglass and aluminum are being used more often. Since 1990, some reports suggest that the replacement of automotive steel has avoided burning more than 22.2 billion gallons of fuel globally. In addition, it has been estimated that the automotive industry’s ongoing move to lighter materials will cut the world’s greenhouse gas emissions by 20%.
In order to facilitate this shift toward lighter materials, designers have had to identify an appropriate method of joining new and dissimilar materials. The joining method must be fast and easy to achieve, and the resultant joints need to be strong and durable (at least on a par with the performance of welding and other traditional methods of joining steel components). This is where structural adhesives have helped to make a big difference.

Structural adhesives can add value to finished products in applications such as metal bonding in locker doors on coaches and rub rails on buses, where both aesthetic appearance and bond strength are critical. Structural integrity is also vital in the marine industry; the overall weight of the boat is reduced by bonding in systems such as stringer grids. VOC emissions can be reduced as well.
Today’s new engineered composites provide designers with a wealth of options and challenges. Many structural adhesives are currently available, and the correct adhesive choice is crucial. Factors to consider include VOC content, surface preparation, working and fixture times, requirements of the application, and dynamic fatigue resistance.
A green adhesive is one that eliminates toxins to the greatest extent possible. These products, which focus as much on human health as performance, can be developed by reducing off-gassing to nearly undetectable levels in order to prevent indoor and outdoor air quality problems. Another important green quality is the ability to recycle or regrind the finished product.
Some companies believe that adhesive manufacturers have an obligation to develop products that focus on human health and recyclability. However, it is up to the customer who is using the product to determine which adhesive provides the safest option for their operators while ensuring the best performance for their product. Independent organizations and industry bodies, such as the HSE (UK) or AFSSET in France, and industry groups like BASA in the UK and FEICA in Europe, are also constantly monitoring green issues by looking at current and future legislation.
Reactive two-component epoxies are typically 100% solids with little or no VOC emissions. For example, some activator systems contain butyl acetate, which releases less than 25 g/L of VOC. Additional factors to consider include the amine content and the sensitivity of being mixed off-ratio, which can increase the possibility of off-gassing.
One- and two-component urethane systems are typically 100% solids with little or no VOC emissions. However, solvents can sometimes be used as carriers in non-structural versions, which can release VOCs at around < 25 g/L. The isocyanate content and the potential for off-gassing (if mixing off-ratio) must also be considered.
Two-part reactive methyl methacrylate adhesives (MMAs) vary depending on formulation but typically have between 40-60% reactive VOC components, which results in greater than 99.5% conversion. Therefore, VOC emissions are typically less than 0.5%. These products are off-ratio tolerant compared to other systems and have no off-gassing issues. These products do have a distinct odor.
One particular application was a thermoplastic bumper that needed to be structurally joined. The main challenge during the production process was the customer’s need to regrind and recycle waste material. Adhesive would therefore remain both on the bonded part and cut-offs.
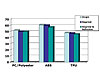
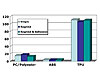
A Plexus two-component reactive MMA adhesive system was able to resolve the problem for the OEM. The nature of the MMA adhesive means it is compatible with many types of thermoplastic regrind materials, and the adhesive does not need to be cut from the bonded part. Test data clearly showed that there were minimal effects on the injection molding parameters of the plastic and that there was minimal loss of properties when compared to the virgin material (see Figures 1 and 2).
ITW Plexus specializes in the design and manufacture of sophisticated structural adhesives for the bonding of materials used in markets such as transportation, marine, wind energy, automotive, engineering and construction. For more information, visit www.itwplexus.eu.
Polyester putty emissions are again application- and technique-related, and they are typically very high in VOC emissions (around 224 g/L). New, lower VOC technologies are available, but the levels are still not reduced considerably. The use of these materials is very application-dependent, and off-gassing is also a matter of concern.
Alternative materials such as plastics, fiberglass and aluminum are being used more often. Since 1990, some reports suggest that the replacement of automotive steel has avoided burning more than 22.2 billion gallons of fuel globally. In addition, it has been estimated that the automotive industry’s ongoing move to lighter materials will cut the world’s greenhouse gas emissions by 20%.
In order to facilitate this shift toward lighter materials, designers have had to identify an appropriate method of joining new and dissimilar materials. The joining method must be fast and easy to achieve, and the resultant joints need to be strong and durable (at least on a par with the performance of welding and other traditional methods of joining steel components). This is where structural adhesives have helped to make a big difference.
Structural integrity is vital in the marine industry.
Structural Basics
Five different joining methods are currently used with alternative materials: glass tabbing, putties, bolts, rivets and structural adhesives. Structural adhesives are used either as single-part moisture cure or as two-part reactive cure systems; both offer designers and manufacturers key benefits, such as continued advances in technology and cost savings in labor and capital investment. Structural adhesives also distribute stress and load over a wider area. Because structural adhesives allow the joining of dissimilar materials, many design options that reduce the overall weight and VOC emissions of the final component can be created.Structural adhesives can add value to finished products in applications such as metal bonding in locker doors on coaches and rub rails on buses, where both aesthetic appearance and bond strength are critical. Structural integrity is also vital in the marine industry; the overall weight of the boat is reduced by bonding in systems such as stringer grids. VOC emissions can be reduced as well.
Today’s new engineered composites provide designers with a wealth of options and challenges. Many structural adhesives are currently available, and the correct adhesive choice is crucial. Factors to consider include VOC content, surface preparation, working and fixture times, requirements of the application, and dynamic fatigue resistance.
A green adhesive is one that eliminates toxins to the greatest extent possible. These products, which focus as much on human health as performance, can be developed by reducing off-gassing to nearly undetectable levels in order to prevent indoor and outdoor air quality problems. Another important green quality is the ability to recycle or regrind the finished product.
Some companies believe that adhesive manufacturers have an obligation to develop products that focus on human health and recyclability. However, it is up to the customer who is using the product to determine which adhesive provides the safest option for their operators while ensuring the best performance for their product. Independent organizations and industry bodies, such as the HSE (UK) or AFSSET in France, and industry groups like BASA in the UK and FEICA in Europe, are also constantly monitoring green issues by looking at current and future legislation.
Figure 1. Tensile Shear (MPa)
Adhesive Types
A variety of structural adhesive types exists in the market today; each type offers users a different level of “greenness.” Some structural adhesive types include epoxies, urethanes and methyl methacrylates.Reactive two-component epoxies are typically 100% solids with little or no VOC emissions. For example, some activator systems contain butyl acetate, which releases less than 25 g/L of VOC. Additional factors to consider include the amine content and the sensitivity of being mixed off-ratio, which can increase the possibility of off-gassing.
One- and two-component urethane systems are typically 100% solids with little or no VOC emissions. However, solvents can sometimes be used as carriers in non-structural versions, which can release VOCs at around < 25 g/L. The isocyanate content and the potential for off-gassing (if mixing off-ratio) must also be considered.
Two-part reactive methyl methacrylate adhesives (MMAs) vary depending on formulation but typically have between 40-60% reactive VOC components, which results in greater than 99.5% conversion. Therefore, VOC emissions are typically less than 0.5%. These products are off-ratio tolerant compared to other systems and have no off-gassing issues. These products do have a distinct odor.
Figure 2. Melt Flow Index (g/10 minutes)
Case in Point
The automotive industry is committed to plastic recovery and re-use programs. Problems often arise regarding the incompatibility of the structural adhesive with the plastic recycle recovery process. The intrinsic nature of most structural adhesives poses a serious regrind problem, and therefore the adhesive must be cut out of parts and disposed of in a non-recyclable waste stream. This process is both labor-intensive and wasteful, since a large portion of plastic is often cut out with the adhesive.One particular application was a thermoplastic bumper that needed to be structurally joined. The main challenge during the production process was the customer’s need to regrind and recycle waste material. Adhesive would therefore remain both on the bonded part and cut-offs.
A Plexus two-component reactive MMA adhesive system was able to resolve the problem for the OEM. The nature of the MMA adhesive means it is compatible with many types of thermoplastic regrind materials, and the adhesive does not need to be cut from the bonded part. Test data clearly showed that there were minimal effects on the injection molding parameters of the plastic and that there was minimal loss of properties when compared to the virgin material (see Figures 1 and 2).
Conclusion
Structural adhesives can and do provide an excellent alternative to traditional assembly methods. Various structural systems can offer low VOC emissions, which, in turn, can reduce the overall emissions for the customer. Many products can offer little or no off-gassing, which makes them safer to use in both indoor and closed environments. The choice of adhesive is critical, and a balance between performance and human health will often be determined by the customer. Adhesive manufacturers are looking to develop products that can address this balance and make the customer’s choice an easy one-with no compromise on product performance or employee welfare.About ITW Plexus
ITW Plexus, a division of Performance Polymers Europe, is part of ITW (Illinois Tool Works), which was established in 1912 and today employs 60,000 people worldwide. The Performance Polymers Europe division has more than 25 years of experience in the design, development and production of polyurethane, epoxy, and methacrylate bonding agents. The company has an extensive and ongoing adhesive R&D program centered at its modern UK and Eire laboratory facilities. Technical service is particularly important to the company, and it offers its customers free professional advice, substrate and bond strength testing, as well as ideas on dispensing equipment and process improvement. The company is accredited to the ISO 9001:2000 quality certification, and its Shannon manufacturing facility in Ireland has ISO 14001:2004 Environmental certification.ITW Plexus specializes in the design and manufacture of sophisticated structural adhesives for the bonding of materials used in markets such as transportation, marine, wind energy, automotive, engineering and construction. For more information, visit www.itwplexus.eu.
SIDEBAR: Other Joining Methods
More traditional methods of joining composite materials include the use of glass tabbing or polyester putties, but drawbacks are associated with both of these technologies. The application method used for glass tabbing can greatly affect VOC emissions. A closed-mold application will suppress emissions. Older technology can be 40-50% styrene, with new technology reducing this level to < 35% styrene. VOC emissions can reach up to 15%. Off-gassing is also a matter of concern with this bonding technique.Polyester putty emissions are again application- and technique-related, and they are typically very high in VOC emissions (around 224 g/L). New, lower VOC technologies are available, but the levels are still not reduced considerably. The use of these materials is very application-dependent, and off-gassing is also a matter of concern.
Links
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




