Strategic Solutions
A Holistic Approach to Adhesive Selection
Choosing the right adhesive starts with finding a supplier you trust.
Adhesive selectors, whether published guides or human, typically begin with determining which adhesive product or products will adhere to the substrate. That approach is necessary for repair applications, and may even be necessary for fixing a production issue on-the-fly. Engineers working in assembly need to consider the functionality of the device first. Adjusting substrate materials, processes, or joint designs may also be considered, but not automatically required. Next, testing to verify performance is necessary—and strongly recommended.
While the technical data sheets (TDSs) that potential suppliers offer can be helpful, creating a specification directly from a data sheet is asking for trouble. Most times, none of the data provided will actually translate to your specific assembly application because the data was created in a laboratory environment on standard test coupons. Though your performance priorities and process needs will lead you to choose your own priorities, it is important to discuss your needs with potential suppliers in a focused manner.
Environmental Resistance
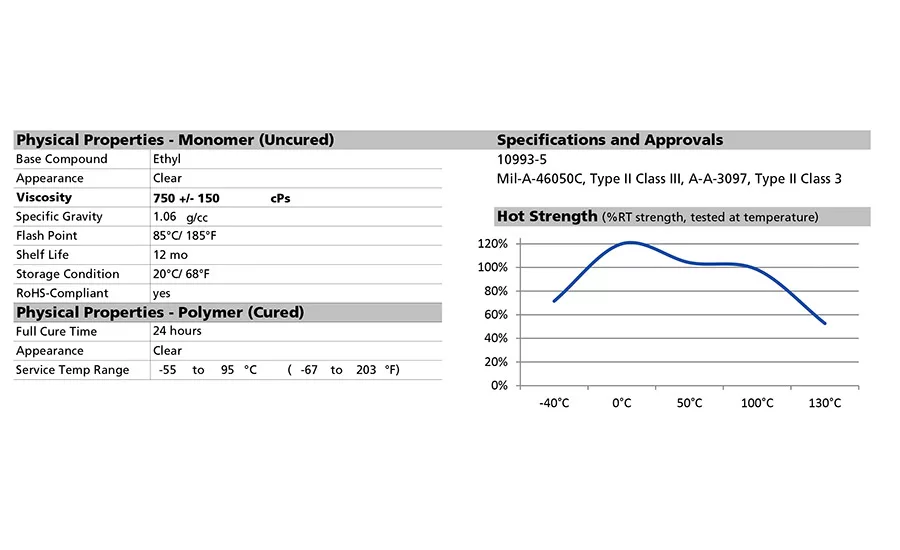
Environmental resistance is one of the toughest questions to answer without actual part testing; however, you can narrow your selection for testing using available data. Some adhesive suppliers provide excellent hot strength curves, typically depicted as a percentage of room temperature strength. Figure 1 shows the data for a cyanoacrylate adhesive that has excellent strength on PVC of 2,000-3,400 PSI per ASTM 4501. Since typical PVC formulations have a maximum heat distortion temperature (HDT) of 80°C and the chart shows ~100% of strength at this temperature, it would appear that this combination could work well together.
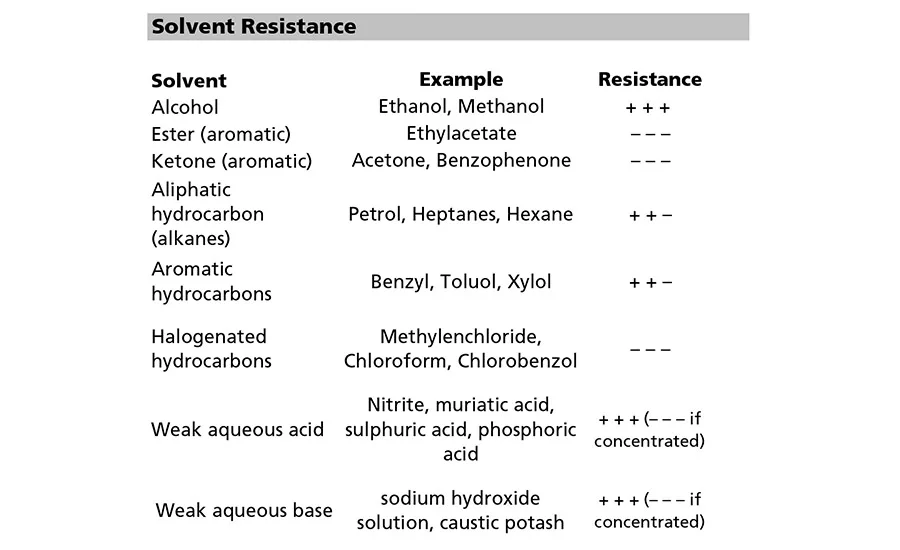
The figure would seem to indicate that it would be pretty safe using this adhesive down to -40°C, but you will still need to determine if other stresses such as impact or thermal shock at low temperature will affect your assembly. Data is rarely available for other environmental factors, such as UV resistance, chemical resistance, water immersion or high humidity. In the case of this supplier, the solvent resistance data reads more like an opinion, which is quite a contrast to the hot strength curve.
One reason it is difficult to locate usable data on resistance to chemicals, moisture, etc., is that joint design and substrate materials can have an outsized influence on the expected performance of the adhesive. For example, a tongue-in-groove joint provides strong mechanical support while also maximizing surface area to bond and minimizing edge exposure. Conversely, a butt joint minimizes surface area and maximizes exposure of the adhesive. Elastomeric or impervious substrates tend to protect the adhesive bond line, while bare metals that easily oxidize tend to allow gradual degradation of the bond at the interface.
In this situation, it would be especially important to consult with potential suppliers; they often have experiences using their adhesive to build similar devices or devices used in similar environments. For critical assemblies, the supplier’s lab or an independent laboratory can also design simple experiments that can simulate specific conditions.
Choosing Characteristics
At this stage, you should have identified two or more candidates that meet the operating requirements of your device. Normally, I would look at adhesion characteristics at this time. Earlier, I used PVC as a substrate. Let’s stay with PVC but add in cold rolled steel as the second substrate.
It’s common knowledge that PVC is rarely just PVC. Depending on the needs of the molder or end use, it may have a slip agent, plasticizer, anti-stat, mineral or glass filler, pigment, eye of newt, etc., compounded into the formula. If any of these are present at the surface either prior to or after bonding, they can create or help adhesion issues. Your testing should occur on test parts (or coupons) made with the exact formulation you will use. It should also include a heat aging test post assembly to help identify additives that migrate to the surface post assembly and break the initial bond.
On the cold rolled steel side, it should have some type of durable coating; that coating is your substrate for adhesion purposes. If the supplier of that component has more than one type of coating specified, you should test for all. “Powder coated steel” is not definitive enough. It is also a good idea to specify the surface finish as well.
Now that you have selected all of your components, including the adhesive type, the question becomes: How are you going to put all of this together? Many times, we will hear that “the adhesive has to set in xx seconds.” However, that number usually is a reflection of the anticipated machine cycle time. In addition to the obvious answer of using more of the line for adhesive set time, including offline curing cells, there are numerous tools available. Multiple part nests, self-fixturing parts, heat acceleration, and my favorite―using another adhesive to fixture while the “performance” adhesive cures. I first witnessed this on a GM subassembly that used a two-component urethane for structural and a hot melt for quick setting and handling while the urethane cured.
Ultimately, we would all love adhesive selection to be as easy as it is for some to pick the right screw, bolt or rivet. No technical data sheet can possibly have all the data necessary for finite selection. Choose a supplier or suppliers you trust and test to verify. The extra effort is worth it. ASI
Any views or opinions expressed in this column are those of the author and do not represent those of ASI, its staff, Editorial Advisory Board or BNP Media.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




