Sourcing Assembly Adhesives: A Case Study for End Users
When faced with supply chain disruptions that limited availability of an adhesive product, a company turned to ChemQuest to help solve the problem.

kynny/iStock/Getty Images Plus
The various supply chain disruptions of the past several years brought into sharp focus the need to identify alternative sources for key products, including adhesives used in assembly operations. Having an already known and verified supplier and/or replacement product is necessary for manufacturing companies trying to limit the ramifications of these disruptions on production capacity, efficiency, and end-product quality.
In most cases, finding a second source for a traditional fastener is fairly straightforward. Screws, nuts, and bolts are typically commodity products that are readily available. Adhesive sourcing is much more complicated, however, as performance varies broadly depending on the base chemistry, specific adhesive product formulation, and end-use application.
The ultimate goal when sourcing adhesive products is to find the optimal balance of properties. This process can be challenging for OEMs and other manufacturing companies, however, which may not have a thorough understanding of adhesive formulations/performance and whose personnel typically do not have a background in chemistry.
A manufacturer of architectural products ran into these challenges as it saw demand increase significantly due to the COVID-19 pandemic. Unfortunately, its long-time overseas adhesive supplier could not keep up with the higher volume. The company lacked the internal resources to identify a viable second adhesive source, so they turned to the ChemQuest Technology Institute (CQTI) for assistance.
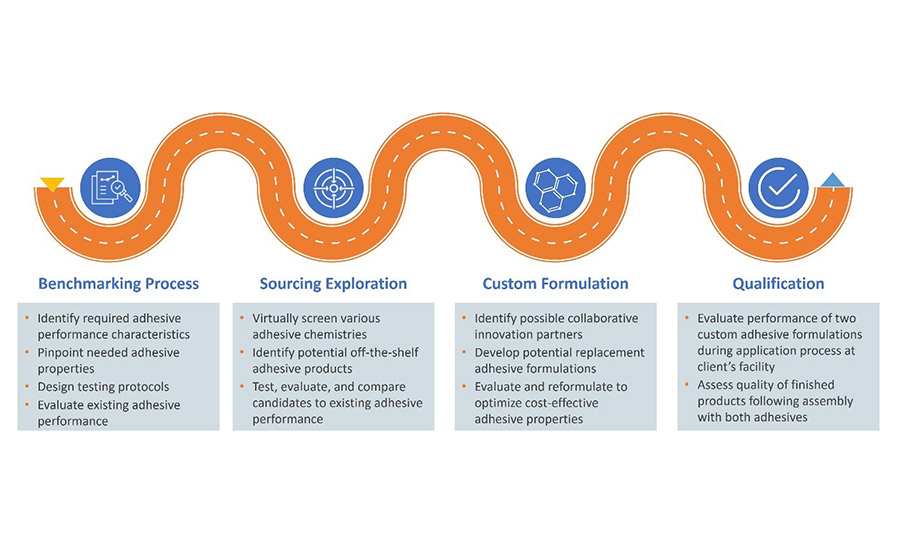
Benchmarking Roadblocks
The first step in determining a suitable second adhesive source is often to study the performance of the existing product. In this case, benchmark test data were not available, and specifications for applicable test methods and required performance properties were limited. The client had been successfully using the existing adhesive for quite some time and had not felt the need to perform tests to validate performance.
As a result, CQTI’s first task was to identify and design testing procedures that would enable us to benchmark the adhesive’s characteristics and performance. Our team determined the tests needed based on the adhesive’s performance requirements. For this application, it was important that the adhesive formulation was 100% solids (i.e., contained no solvents) and could be sprayed at a defined ratio.
Another significant property for this application was rheology, which is essentially a measure of a material’s flow characteristics. Thinner materials flow more readily than those that are thicker (think water vs. syrup). The rheology of this particular adhesive formulation needed to be thin enough to be sprayable but thick enough to remain on the substrate without dripping once applied.
In addition, an adhesive’s “open time” is often a key property for assembly operations. Open time refers to the amount of time it takes for the adhesive to begin to form a solid as it cures. For example, cyanoacrylates (sometimes referred to as “superglues”) typically have short open times. Anyone who has inadvertently glued their fingers together knows that these products cure exceptionally quickly.
While a fast cure can be of benefit in numerous applications, longer open times are often beneficial and even essential in multi-step assembly operations. If an adhesive cures too quickly, it might not be able to appropriately wet (or spread out on) the substrate as the part is assembled, which is necessary to create a full chemical bond. Assembly operations also often require parts to be manipulated or moved to another area of the facility after they are bonded. If the adhesive’s open time is too long (i.e., it has not sufficiently cured and begun to solidify), the parts will simply fall apart.
In truth, tailoring an adhesive’s open time is a delicate balance. For this manufacturer’s particular application, the ideal open time was 45 min. This meant that the assembled component could be handled 45 min. after the adhesive had been applied and the sections bonded together.
Since this manufacturer produces architectural components, the adhesive’s strength and durability were also key. The CQTI team discovered that traditional testing protocols were not sufficient to measure the adhesive’s performance in this application, so we designed and fabricated a new test device that more accurately reflected the mode of failure.
Second-Source Exploration
Once the team completed testing to benchmark the existing adhesive product, we turned to the client’s original goal of identifying a second source. The first step in this process was to conduct a virtual screening process, wherein numerous adhesive chemistries were considered with respect to the needs of the end-use application. Depth of knowledge and experience were key in this phase, as our team’s educated perspective reduced both time and cost requirements by narrowing down the potential chemistries without the need to perform broad testing.
After determining the ideal adhesive chemistry, the CQTI team investigated numerous suppliers of off-the-shelf adhesives to explore which might meet the requirements of the client’s application. Some of the suppliers were suggested by the client, while others were considered good possibilities based on CQTI’s knowledge of the industry.
The adhesives that were determined to be a possible fit were put through the same testing procedures that we had developed for the existing adhesive. Unfortunately, the results showed that none of the products had the balance of properties needed for optimal performance in the architectural assembly application.
Custom Formulation Development
The need for a custom adhesive formulation became clear following the numerous unsuccessful tests of the existing commercial adhesives. During this phase of the project, CQTI reached out to known adhesive manufacturers, as well as a coatings producer with expertise in the desired chemistry, to gauge their interest in partnering on this technology development project.
Throughout a comprehensive collaborative innovation process led by CQTI, two companies (the previously mentioned coatings producer and an adhesive manufacturer) developed multiple formulations in the quest to reach the best balance of finished adhesive properties while also addressing cost concerns. As a result, two adhesive formulations were developed and sent through field trials at the client’s facility. To ensure suitability, CQTI evaluated both products’ properties during the application process, as well as the resulting quality of the client’s end products when assembled with both adhesives.
During the course of this project, CQTI also conducted additional evaluations on adhesive pump systems, with the goal of providing the client with added flexibility during the application process. The team was able to identify a customizable commercial system that would enable the operator to change from one adhesive to another during the assembly process without being limited by a specific mix ratio.
Unbiased Solutions
Though the client’s initial request for assistance in determining a second adhesive source was not as straightforward as it first appeared, the comprehensive, manufacturer-agnostic, third-party exploration of numerous options provided widespread long-term benefits. The CQTI team was able to pinpoint two nearby sources of a key assembly adhesive, alleviating supply chain constraints and streamlining the client’s operations. In addition, testing has shown that both new custom formulations outperform the existing adhesive product.
To learn more, contact the lead author at dcorrigan@chemquest.com or visit https://chemquest.com/cqti.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



