Advancing Adhesives
A New Route to High-Performance Flexible Adhesives and Coatings: 2K STPE/Epoxy Technology
Combining a silyl-terminated polyether with epoxy technology as a two-component system provides a balance of high-strength performance and flexibility with bonding properties similar to traditional epoxies.


Figure 1. Impact of additives on the physical properties of a cured 2K STPE/epoxy.
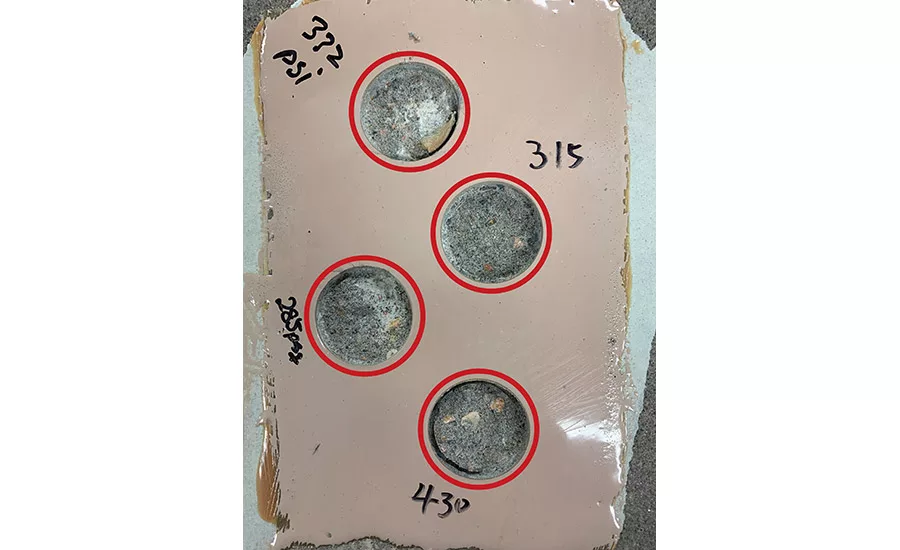
Figure 2. 2K STPE/epoxy adhesion strength testing results. Red circles indicate substrate failure. (Data obtained by Kaneka North America LLC.)
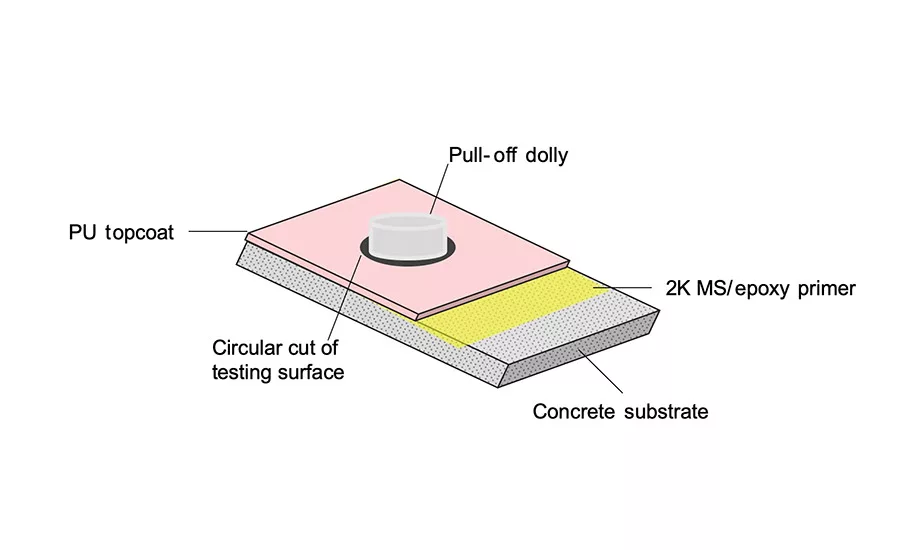
Figure 3. Diagram of adhesion test piece.
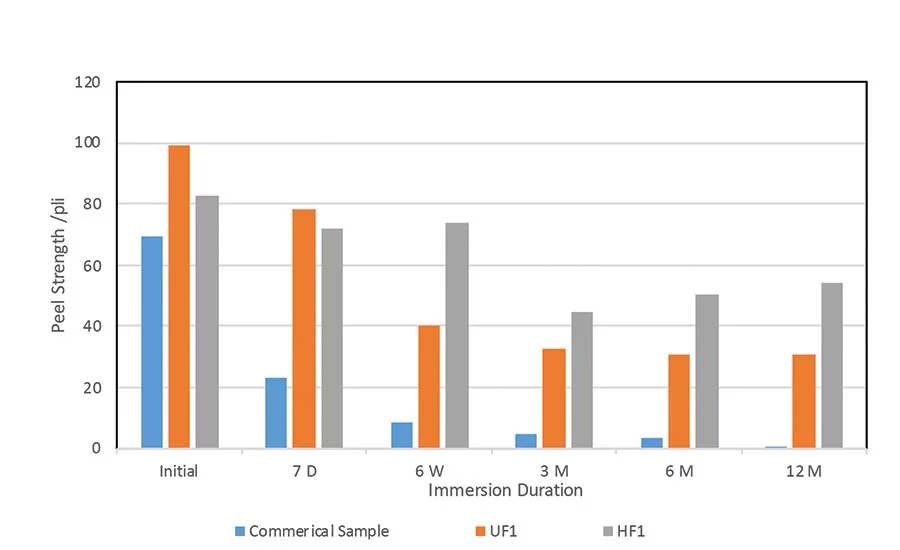
Figure 4. Wet concrete peel strength comparison. (Data obtained by Kaneka North America LLC.)
In the past half-century, the global market for sealants and adhesives in construction and industrial applications has experienced significant growth. Polyurethane-, silicone-, and silyl-terminated polyether (STPE)-based materials enjoy substantial market share in sealant applications due to their superb flexibility and adhesive characteristics, while epoxy products have remained a dominant force in adhesive applications due to their outstanding strength and good adhesion properties after surface treatment.
While these chemistries can meet most application requirements, performance gaps still need to be filled that require a balance of strength, flexibility, and adhesion. Examples of such opportunities include a primer that can endure structural movement and an adhesive that can withstand substrate vibrations or oscillations.
STPEs have an established history and are known to provide benefits such as being free of solvents and isocyanate while offering primerless adhesion to a wide range of materials, including metals, wood, glass, and many plastics. A more recent development by Kaneka North America LLC is to combine MS Polymer™, an STPE, with epoxy technology as a two-component (2K) system to provide a balance of high-strength performance and flexibility. The cured compound also provides bonding properties similar to traditional epoxy materials.
Curing Mechanism
In the curing mechanism of a 2K STPE/epoxy, two coexisting curing processes occur as soon as the A and B components are mixed together. The silyl functional groups of the STPE react with moisture in the presence of an organotin catalyst (stepwise hydrolysis followed by condensation), while the tertiary amine (hardener) promotes the homopolymerization of the epoxy resin. The epoxy homopolymerization is key to achieving an interpenetrating network (IPN) of the hard epoxy block with the soft STPE segment; this combination is critical to achieve the elusive balance of high tensile strength with good elongation.
Multiple attempts of introducing primary or secondary amines to start a reaction between active hydrogens and an epoxide group have proven to be unsuccessful. Presumably, this may be due to the amine-epoxy reaction building up the epoxy polymer chain too rapidly, which could result in the segregation of the epoxy and STPE domains. The final cured material exhibits low strength and poor flexibility.
Kazuhiko Ueda reported a transmission electron microscopy (TEM) of a cured 2K STPE/epoxy system with excellent performance that has a fairly even distribution of epoxy domain within the STPE matrix, as well as a particle size range from 0.05-0.5 µm.1 We postulate that the epoxy domains contribute to high strength and excellent adhesion to the substrate, while the STPE matrix supports the elasticity of the cured compound.
Formulation Considerations
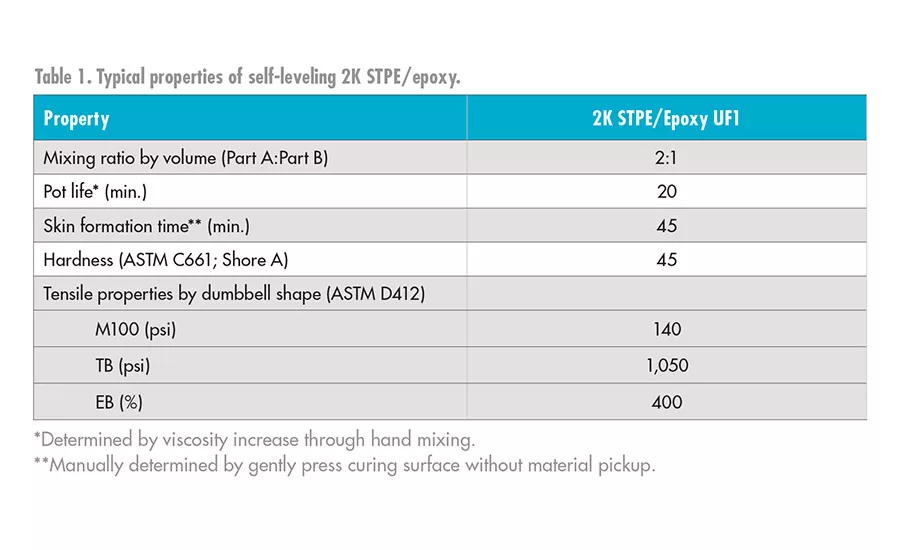
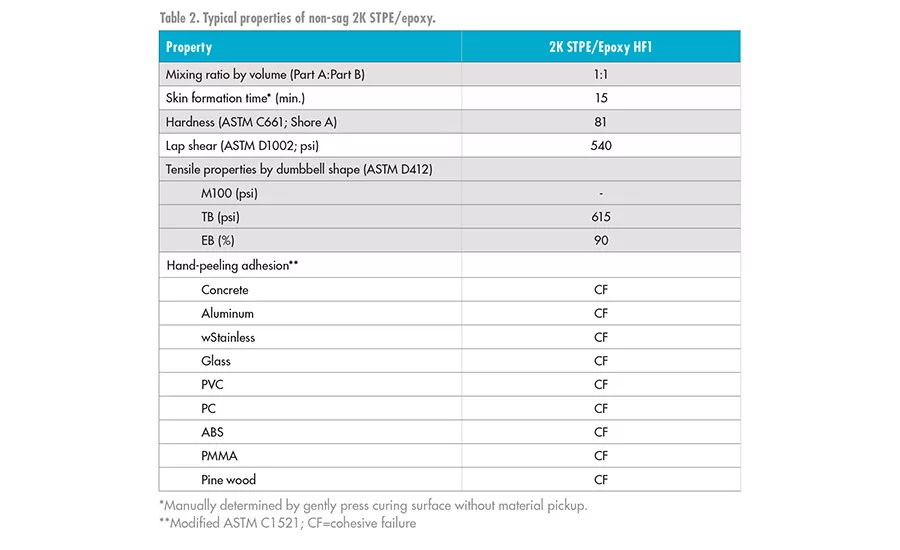
The 2K STPE/epoxy can be formulated with a 1:1 or 2:1 volumetric mix ratio and can achieve a tensile strength of over 1,000 psi and elongation above 400%. The key ingredients of the Part A typically include the STPE polymer, an adhesion promoter, and a tertiary amine. The Part B normally includes the epoxy resin and an organotin catalyst, with the option of water to induce a faster through-cure or curing at low temperatures. Fillers and plasticizer can be added to achieve a desired viscosity target, ranging from self-leveling for coatings (UF series) to non-sag for adhesives (HF series). Tables 1 and 2 list typical performance capabilities for self-leveling and non-sag formulations, respectively.
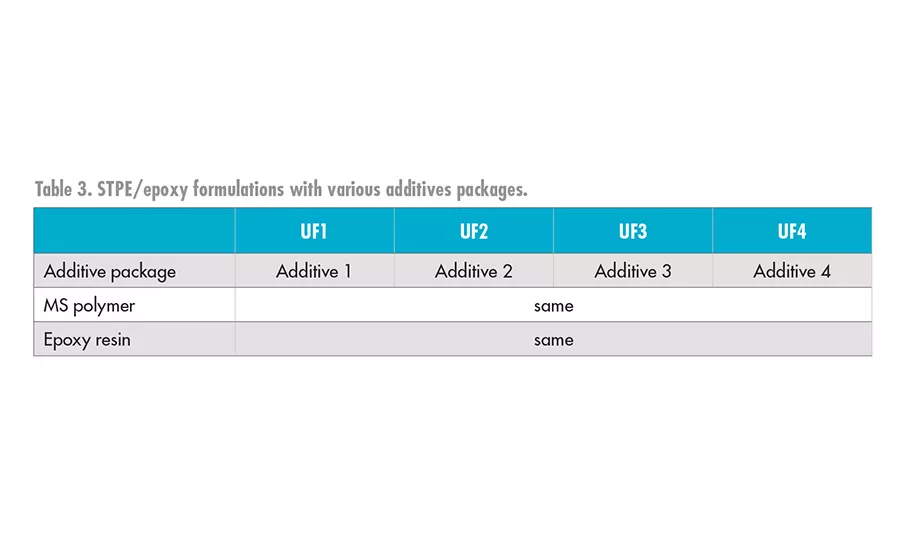
The properties of the cured system not only relate to the STPE polymer and epoxy resin used in the formulation, but are also impacted by additives such as the adhesion promoter. As shown in Figure 1 and Table 3, the properties of 2K STPE/epoxy can be adjusted by simply modifying the additive package. The elongation of the cured formulation can achieve between 300-600% by using various adhesion promotors while still maintaining high tensile strength.
Potential Applications
Of the many suitable applications for 2K STPE/epoxy technology, the utility as a flexible primer is particularly valuable and novel. Based on the empirical data, this technology can combine the benefits of exceptional adhesion to a wide variety of substrates with a distinctive flexibility that can withstand structural movement and substrate vibrations, therefore providing a clear advantage over conventional, brittle epoxy primers.
Figure 2 showcases the adhesion results of a multilayer waterproofing system on concrete. The primer is a 2K STPE/epoxy formulation, and the top layer is a commercially available single-component (1K) polyurethane waterproofing topcoat. The test was performed per ASTM D4541, Standard Test Method of Pull-off Strength, with a PATII test apparatus using a 1-in. dolly (see Figure 3).
The results showed that all test specimens resulted in concrete substrate failure (SF) with a recorded pull strength beyond 250 psi. This data illustrates that the adhesive strength of the 2K STPE/epoxy to concrete and the interlayer adhesion between the polyurethane and flexible primer are both stronger than the cohesive strength of concrete itself. The adhesion results clearly indicated that a 2K STPE/epoxy system could provide a high-performance solution as a primer.
Frequent water exposure can pose a threat to the adhesion performance of existing sealants and adhesives, an issue that is especially problematic on concrete surfaces. The unique nature of concrete is such that the Portland cement component can react with water to form the hydrated product of Ca(OH)2 (portlandite), which leads to alkaline conditions. These conditions attack the bond-line of existing sealants and adhesives, causing the product to de-bond from the substrate after long-term water exposure.
For some waterproofing applications, a target of 5 pli has been set for peel strength over wet concrete after a certain period of exposure to water. Traditional single-component STPE products have difficulties maintaining long-term wet adhesion strength and drop below the 5 pli threshold in a relatively short period of time.
In contrast, the 2K STPE/epoxy system exhibits improved wet adhesion performance over time. Figure 4 shows the performance comparison of both filled and unfilled 2K STPE/epoxy samples with a commercially available 1K waterproofing membrane. The samples were prepared per ASTM C794, Standard Test Method for Adhesion-and-Peel of Elastomeric Joint Sealants, with a 1-in.-wide metal mesh embedded. Testing was performed per ASTM D903, Standard Test Method for Peel or Striping Strength of Adhesive Bonds, at a 180° testing angle.
The results revealed that although all three samples showed similar peel strength in dry conditions (see Initial values in Figure 4), the commercial 1K product rapidly suffered peel strength loss after exposure to wet conditions. Both 2K STPE/epoxy samples showed good wet adhesion retention even after a full year of water immersion.
Addressing Unmet Needs
2K STPE/epoxy technology enables the development of coating and adhesive products that provide a balanced trinity of strength, flexibility, and adhesion. Given these benefits, 2K STPE/epoxy systems can be used as a flexible primer in a multi-layer waterproofing system to better accommodate structural movement, or as a high-strength, flexible adhesive to withstand substrate movement. Moreover, the exceptional wet adhesion retention on concrete indicates that a 2K STPE/epoxy formulation could provide improved adhesion performance to structures where frequent water exposure might be an issue. This 2K STPE/epoxy technology might be the solution that could resolve a multitude of unmet needs in both the construction and industrial markets.
For more information, contact the author at (281) 291-4448 or ruolei.wang@kaneka.com, or visit www.kaneka.com.
Editor’s note: This article is based on a presentation given at the Adhesive and Sealant Council’s 2019 Annual Spring Conference and Expo. For details regarding the council and its events, visit www.ascouncil.org.
Author’s disclaimer: The information in this article is believed to be correct as of the date issued. To the extent permitted by law, Kaneka North America LLC (“Kaneka”) disclaims any and all warranties, expressed or implied, including, but not limited to, any implied warranty of merchantability or fitness for a particular purpose and any warranty as to the accuracy, currency, completeness, or adequacy of the information contained herein. User is responsible for determining whether the product is fit for a particular purpose and suitable for user’s method of use or application. Given the variety of factors that can affect the use and application of the product, some of which are uniquely within the user’s knowledge and control, it is essential that the user evaluate the product to determine whether it is fit for a particular purpose and suitable for user’s method of use or application. To the extent permitted by law, Kaneka assumes no obligation or liability for the information in this document, including, but not limited to, any liability to any party with respect to anything done wholly or partly in reliance upon any information provided herein.
Reference
1. Ueda, Kazuhiko, “Silyl Terminated Polyether Performance,” Technology of Adhesion, The Adhesion Society of Japan, Vol. 28, No. 4, 2009, pp. 1-6.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






