Strategic Solutions
What Tests Should I Run on My Structural Adhesive Systems?
Each adhesive testing protocol should add tangible value to your structural design.

Figure 1. Illustration of a single-lap joint, showing a) the three-dimensional single-lap joint and b) the boundary conditions and geometric dimensions of the bond joint.
(Source: researchgate.net with adjustments)
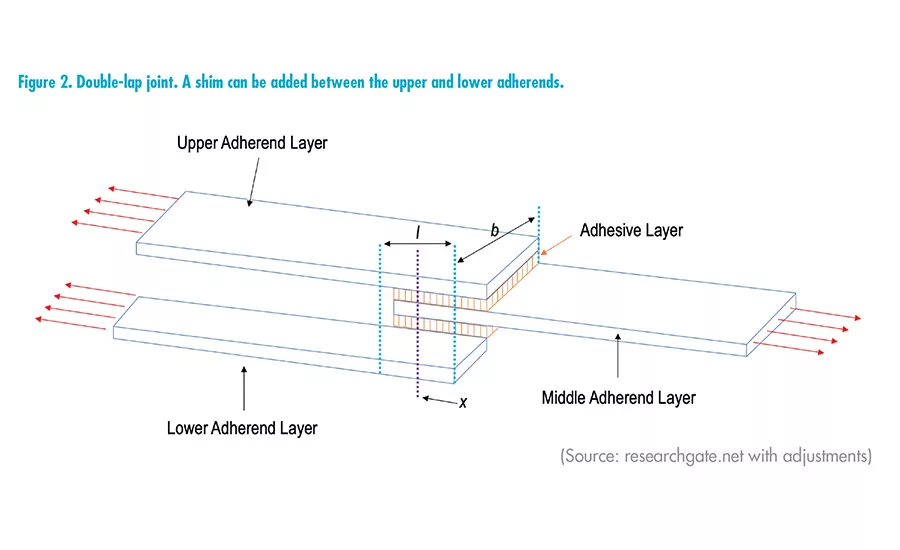
Figure 2. Double-lap joint. A shim can be added between the upper and lower adherends.
(Source: researchgate.net with adjustments)
When anticipating using adhesives in structural bonding, a common need is developing the testing protocol to demonstrate bonded system effectiveness. While pressure-sensitive tapes are used in structural joining, this discussion will focus on liquid, paste, and film adhesives in structural joints.
There are three questions to consider: What is the adhesive expected to do; what conditions will it encounter, both mechanically and environmentally; and what is the risk to the system or subsystems if performance degrades over time and exposure?
Adhesives bond to substrates and have intrinsic mechanical properties differing from those of the joined materials. For modeling purposes, adhesive properties must be known to the end user and to its vendors, including:
- Bonding characteristics and the expected range of application dynamics
- Specified adhesion values relative to the substrate and joint design
- Surface stability under adverse conditions
Another consideration is the joint design incorporating the adhesive. Adhesives perform best in compression or shear. They perform poorly in peel, so peel resistance for the joint may require rivets, welds, or crimping to augment peel performance. Good joint design converts tensile loads into shear or compression. Tensile loading frequently offsets into multi-axial loading, resulting in peel. Butt joints and perpendicular T-joints should be avoided.
Proper use of joint and structure modeling cannot be overemphasized. Considerable time and random testing can be circumvented, resulting also in significant materials and labor savings. In the absence of modeling ability, many more samples must be produced and broken to achieve statistical significance. With modeling, it suffices to produce a few exploratory samples for data input to the modeling, and then to build a few proof samples to confirm, deny, or modify the model.
Test Selection
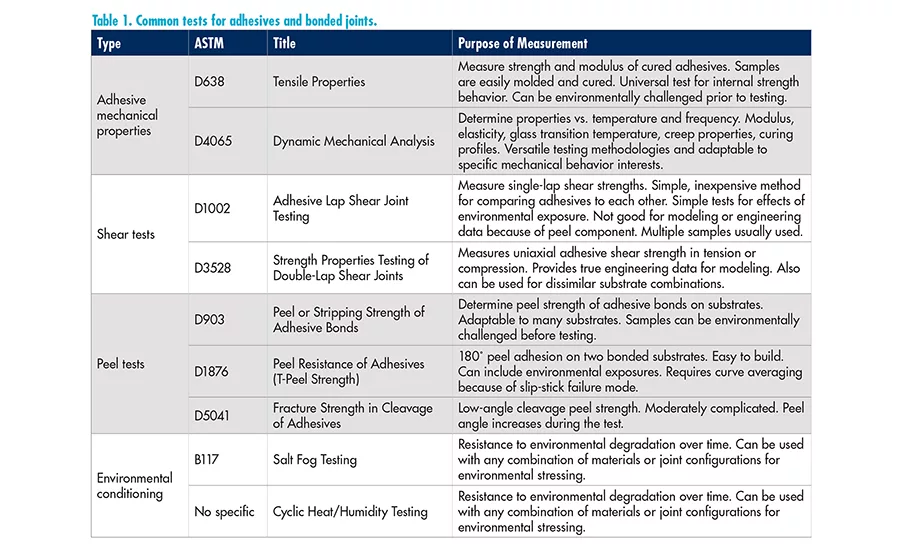
So, what kinds of tests should be run? Table 1 lists several representative tests grouped into four categories: basic tests of adhesive mechanical properties, shear tests of joints, peel tests of joints, and environmental conditioning. These are combined into a protocol based on the responses to the main questions mentioned previously.
The third question—considering risk—gives an indication of the degree to which safety is a mitigating factor under the most adverse circumstances. If a joint must provide at least a certain strength regardless of circumstances, it is wise to demonstrate an additional performance margin of 20% or even 50% under the worst expected conditions to mitigate that risk.
The most basic mechanical tests include ASTM D638 test for tensile mechanical properties of the cured adhesive, often referred to as “dogbones.” These can be environmentally preconditioned in many ways. Additional useful information regarding adhesive intrinsic mechanical properties come from dynamic mechanical analysis studies providing modulus vs. temperature, glass transition temperature, and creep information (D4065).
For shear tests, single-lap shear tests (D1002) are universal and widely adapted to meet specific interests (see Figure 1). Simple D1002 samples are routinely used for screening and comparisons, but they do not provide suitable engineering data for modeling because of inherent peel introduction.
Double-lap shear tests, as illustrated in Figure 2, often produce superior data (D3528). These can be run in tensile or compressive modes and feature a center line of thrust, avoiding peel moments. Many tests are modified to suit a specific combination of substrates, surface preparations, and adhesive types. Each condition should be evaluated with 5-10 samples.
Single- and double-lap shear tests are often performed using baseline samples augmented by environmental stressing exposures, either cyclic or static with heat, and exposures lasting up to weeks. There are many humidity exposures employed, sometimes combined with UV exposure to identify “weathering” properties. The most common exposure to saline environments is the ASTM B117 Salt Fog test.
Peel tests are highly variable in outcome because of “slip-stick” failure modes, where the adhesive sequentially grabs and then zips in spurts. Output curves are quite noisy and require smoothing to get an average peel load. The two most common peel tests are D903, which has broad applicability, and D1876, known as the T-Peel Test.
Tapes require their own protocols, many of which have been adopted from criteria discussed here. Collected into recommended test practices of the Pressure Sensitive Tape Council (PSTC), they focus heavily on peel, tensile creep under load, and adhesive grab.
Developing testing protocols requires knowledge, experience, and even some art. Some companies develop their own series of test protocols based on field experience or specific end-use requirements. There are several laboratories available to assist with the development and implementation of test protocols. They will certify the results, if needed, or simply pass them along to the client for internal use. Ultimately, test protocols can be developed methodically and reliably based on the specific requirements of the end use.
Find testing equipment suppliers at www.adhesivesmag.com/equipmenthandbook.
Listen to our Bonding with ASI podcast featuring George Ritter, author of this column!
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




