Better Bonding: Simplifying Pressure-Sensitive Adhesive Selection
Taking a systematic approach and using selection tools available from adhesive manufacturers can streamline the pressure-sensitive adhesive selection process and help ensure strong bonding in each application.

The ideal pressure-sensitive adhesive (PSA) delivers exactly the right amount of bonding at the lowest cost. Choosing the right adhesive hasn’t always been easy, however. We have all heard stories about adhesives failing prematurely, as well as how costly those failures can be to product manufacturers.
There is much to consider when matching an adhesive to a particular substrate and application. Yet, the process does not have to be complicated. Taking a systematic approach and using selection tools available from adhesive manufacturers can streamline the selection process and help ensure strong bonding in each application.
Core Concepts
A couple of concepts are helpful to understand before getting started. The first is rheology, or the study of the deformation and flow of matter. In regard to adhesives, rheology is used to match the specific qualities of an adhesive to the characteristics of the substrate. You do not have to understand the science of rheology, just know that while all adhesives are elastic and viscous, some are softer and more fluid and others are more firm. Adhesive manufacturers use these differences to match an adhesive to the characteristics of a substrate.
The other key concept is surface energy, which represents the receptivity of a material to an adhesive. High-surface-energy materials are those that are easy to bond to, such as most bare metals. Low-surface-energy materials are less receptive to bonding; examples include powder-coated materials and many plastics.
Different methods can measure the specific surface energy of a material, but this typically is not necessary. The surface energy of common substrates is known, and adhesives can be accurately selected based on a classification of a substrate’s surface energy as high, medium, low, or very low. While lower surface energies create more of a bonding challenge, strong bonds can be achieved even on extremely low-surface-energy materials if the right adhesive is used.
What We Are Laminating To
The first step in the process is knowing what we are laminating to. For example, if laminating to a sponge rubber foam, most PSAs will not bond; a silicone PSA would be recommended for this application.
It is also important to note that lamination at room temperature may work well when bonding to closed-cell foams or skinned foams. However, open-cell foams may require heat to allow the adhesive to flow into the surface to achieve a stronger bond.
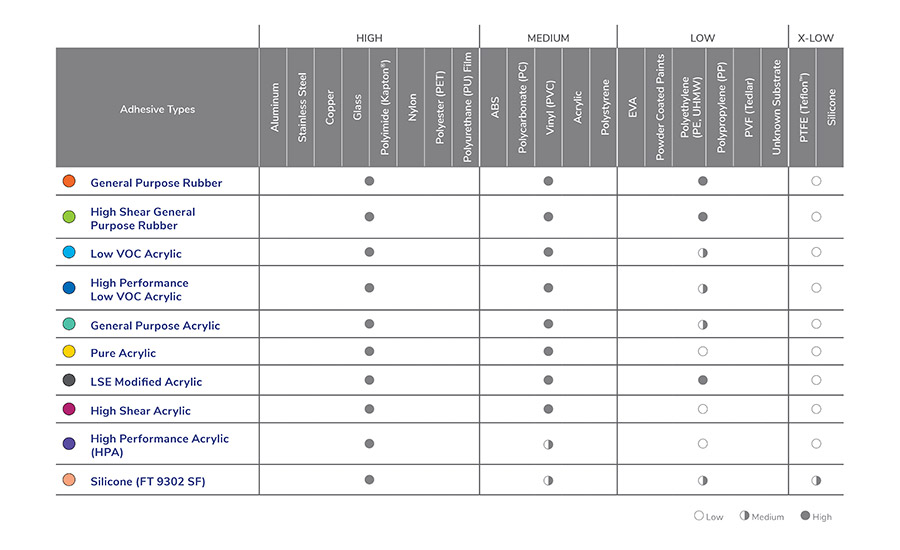
Figure 1. Surface energy selection guide.
Know Your Substrate
Next, the adhesive has to be matched to the substrate; this is largely determined by the substrate’s surface energy. In general, the higher the surface energy, the broader the range of adhesives that can be selected. In recent years, we have seen increased use of lower surface energy materials such as powder-coated aluminum, TPO/TPE plastics, and EDPM blended polypropylene. These materials generally require softer adhesives with more flow, such as modified acrylics and general-purpose rubber.
Beyond surface energy, the texture of the substrate can also affect adhesive selection. With a textured surface, there is a risk of an incomplete bond if an adhesive with the right flow isn’t selected. Textured materials generally require softer, more aggressive adhesives. The tackier the adhesive, the more it will flow and fill the gaps in foams and heavily textured fibrous materials.
To further simplify the process of matching adhesives to substrates, adhesive manufacturers are now supplementing their selection tools with bonding studies conducted in partnership with the manufacturers of common substrates. These studies not only identify appropriate adhesives but also classify the bonding strength of these adhesives with the material.
A final note on bonding to substrates: contaminants, often invisible to the human eye, can reduce the ability of an adhesive to bond. When contaminants exist, it may be necessary to clean the surface by washing or flame treating prior to applying the adhesive.
Know Your Application
At this point, it is time to consider the environmental factors the adhesive will be exposed to. The most important of these is usually temperature, which can affect whether an adhesive succeeds or fails. A good rule of thumb for temperature resistance is that rubber-based adhesives work for temperatures below 150°F, while most acrylic-based adhesives have a wider temperature range (some can resist temperatures up to 400°F).
Other environmental conditions—including humidity; indoor/outdoor use; exposure to solvents, chemicals, or fuels; and direct or indirect UV exposure—all come into play as well. In general, acrylic-based adhesives have much better resistance to these types of conditions than rubber-based adhesives.
Let’s consider a couple of examples to illustrate how application issues can impact selection. An industrial OEM required a die-cut piece of polyimide film to be bonded to aluminum for an electrical insulation application. The assembly would be exposed to temperatures up to 400°F, as well as splashes of coolant. A number of acrylics are capable of creating a strong bond with this substrate and laminate, but, as mentioned previously, most acrylics are rated to 350°F. High-performance acrylics, however, are rated to 400°F, and this was the right adhesive for this application.
In another case, an automotive supplier needed to bond a flexible heat shield constructed of foil and nonwoven PET to a HDPE gas tank. The adhesive would be exposed to temperatures of 325°F, humidity, and potentially small splashes of transmission fluid and gasoline. In addition, the supplier wanted a high-tack adhesive so the parts could be applied quickly. Again, multiple acrylics could work with this substrate, but an LSE-modified acrylic was best suited to handle these application considerations.
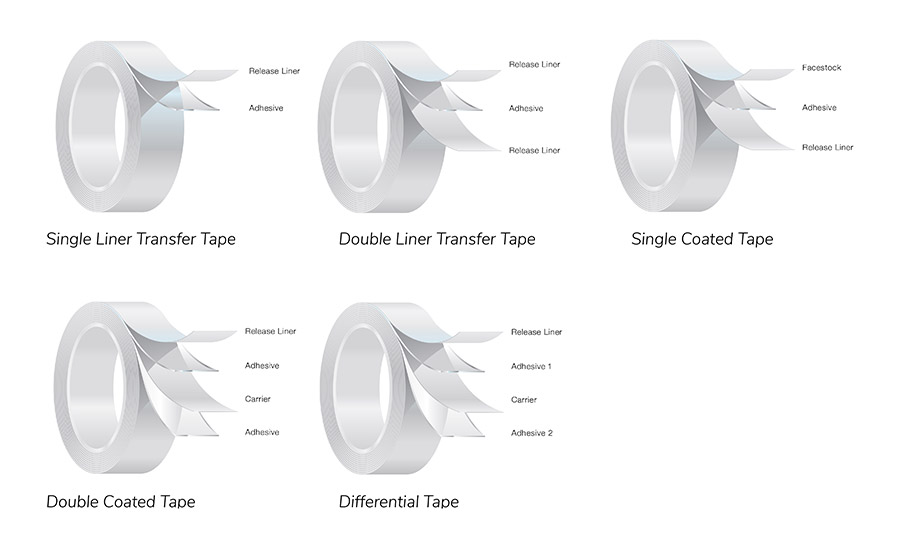
Figure 2. Five options for tape construction and liner combination.
Select a Tape Construction
The final step in the process is choosing the tape construction and liner combination. Here, there are essentially five options.
Single-Liner Transfer
Transfer tapes are intended for lamination to flexible rolled or sheeted materials. The liner is removed by the end user upon application to the substrate. Single-liner tapes use an unsupported layer of adhesive with a single liner that is release coated on both sides.
Double-Liner Transfer
In a double-liner transfer tape, one liner is the process liner. This liner is removed prior to lamination. The second, functional liner remains in place during lamination.
Single-Coated Tape
A single-coated tape comes pre-laminated with a facestock, eliminating half the workout for converters. It can be wound with either the liner or facestock facing out.
Double-Coated Tape
This construction features two layers of the same adhesive that are supported by a single liner that is release coated on one side.
Double-Coated Differential
This construction features two layers of the same adhesive supported by a carrier, with either a single liner that is release coated on both sides, or a double liner. Differentials are the same as double-coated tapes, except that they use two different PSAs. This can be useful when bonding two dissimilar substrates together.
Using Available Resources
While there is a lot to consider when selecting a PSA, adhesive manufacturers have made the process easier to navigate with selection tools that converters can use to quickly identify the right adhesive for each application. These tools streamline adhesive selection, but it is still important to select an adhesive early in the design process to ensure the laminate, substrate, adhesive, and tape all work together to deliver the best results for each application.
For more information, contact the author at kyle.witham@averydennison.com or visit www.tapes.averydennison.com.
Note: Opening image courtesy of Group4 Studio via Gettyimages.com. All other images courtesy of Avery Dennison.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



