STRAGEGIC SOLUTIONS: Hidden Issues with UV Adhesive and Coating Applications
The key drivers behind the growth of radiation
cure over the past several decades are well established: higher
productivity, improved performance and environmental compliance. To that end,
much has been written over the years regarding the features, advantages and
benefits of radiation curing, along with numerous articles about UV/EB products
and equipment. What are not often covered are the “hidden” issues associated
with these applications - issues not often seen or experienced until after the
process is up and running.

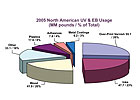 It is very well established
that radiation cure plays a significant role in a range of adhesive and coating
applications across a number of key industry segments (see Figure 1). According
to a recent survey by RadTech International, North American consumption of UV
and EB products now stands at approximately 209 million pounds per year, with
an AGR slightly higher than 7%. The key drivers behind the growth of radiation
cure over the past several decades are also well established: higher
productivity, improved performance and environmental compliance. To that end,
much has been written over the years regarding the features, advantages and
benefits of radiation curing, along with numerous articles about UV/EB products
and equipment. What are not often covered are the “hidden” issues associated
with these applications - issues not often seen or experienced until after the
process is up and running. Because UV curing constitutes the bulk of the
radiation-cure marketplace, this article will only address that curing method.
It is very well established
that radiation cure plays a significant role in a range of adhesive and coating
applications across a number of key industry segments (see Figure 1). According
to a recent survey by RadTech International, North American consumption of UV
and EB products now stands at approximately 209 million pounds per year, with
an AGR slightly higher than 7%. The key drivers behind the growth of radiation
cure over the past several decades are also well established: higher
productivity, improved performance and environmental compliance. To that end,
much has been written over the years regarding the features, advantages and
benefits of radiation curing, along with numerous articles about UV/EB products
and equipment. What are not often covered are the “hidden” issues associated
with these applications - issues not often seen or experienced until after the
process is up and running. Because UV curing constitutes the bulk of the
radiation-cure marketplace, this article will only address that curing method.
 As with any adhesive or
coating application - regardless of curing mechanism - there is always the
balancing act between product, process and part (see Figure 2). This is hardly
a new concept, yet many of the hidden issues are rooted within and/or between
these
key elements.
As with any adhesive or
coating application - regardless of curing mechanism - there is always the
balancing act between product, process and part (see Figure 2). This is hardly
a new concept, yet many of the hidden issues are rooted within and/or between
these
key elements.
Let’s start by looking at product. As we know, it is the various constituents of a formulation - polymer system, additive package, curing mechanism, rheology control, etc. - that determine the basic performance characteristics of the final product. Yet not all UV adhesives or coatings are alike. For example:
Finally, no product discussion would be complete without touching on health and safety issues associated with UV-cured products. In general, UV adhesives do not require any special handling over and above what is customarily done for non-UV adhesives. This is not the case for monomer-based UV coatings, which are the workhorse of this category (as opposed to such alternatives as monomer-free or water-based UV coatings). Because one person in 12 has an inherent dermal sensitivity to these monomers, efforts need to be made to ensure that skin contact does not occur with such products via wearing proscribed protective gear. An additional consideration for monomer-based UV coatings is that they never be sprayed unless used in an automated, controlled chamber, or unless the sprayer is in a full protective suit. Such considerations, though, are not required if application comes via brush, rollcoat, flowcoat or curtaincoat.
As for the process, this incorporates not just application and curing equipment, but also line setup and maintenance. While it was noted earlier that product formulation dictates basic performance characteristics, it is the process that determines the degree to which those properties are achieved. There are many examples where a good product was “ruined” by a poor process due to inadequate equipment, poor layout and/or ineffective maintenance. Conversely, a good process can often compensate for an average product. While application and curing equipment for UV adhesives is not much different in price or maintenance than for standard adhesives, the same cannot be said for UV coatings, which involve bigger lines and apply larger volumes of material than UV adhesive operations. As a result, capital costs are significantly higher than standard coating lines. A bigger issue, though, is that many UV-coating operations do not provide for a commensurately higher level of monitoring and maintenance to ensure that the product is seeing the required energy, such as correct line speed, clean lamps, focused reflectors, etc. In short, routine line surveys are a must to ensure that the high-productivity process is operating as designed to avoid putting out a high number of unsatisfactory parts either because of too much or too little energy.
Finally, the part substrate and its geometry are only a few of the factors here that need to be considered. Substrate chemistry, cleanliness and surface energy are no less an issue for UV applications than they are for standard applications. Yet because of UV’s high productivity, substrate consistency is paramount because it does not take long for such high-throughput processes to generate a lot of scrap due to poor product adhesion. As for part geometry, a UV limitation is necessary for line-of-sight between the photoreactive sites in the product and the proper energy output of the process. This can be particularly problematic for UV adhesives where at least one of the substrates must be transparent to the applicable wavelengths to initiate the reaction. While dual-cure and cationic-cure are two ways around this problem, there are compromises with these alternatives that would need to be factored into the considerations. As for UV coatings, curing one-dimensional parts is a very mature art. It is curing in two and three dimensions that can be problematic and must be factored into the process.
The success of any adhesive or coating application has been, and always will be, a function of maintaining the balance between product, process, and part. This certainly is the case for UV adhesives and coatings, which have many “hidden” issues that need to be addressed. Higher productivity and performance are the norm with UV cure; however a high number of substandard parts may be the result of an out-of-synch product and process.
For more information, phone (513) 469-7555 or visit www.chemquest.com.
Photo Source: Tropicana Products
Figure 1.
Figure 2.
Let’s start by looking at product. As we know, it is the various constituents of a formulation - polymer system, additive package, curing mechanism, rheology control, etc. - that determine the basic performance characteristics of the final product. Yet not all UV adhesives or coatings are alike. For example:
- Have such factors as bond-line or coating thickness on the part been factored into the amount of photoinitiator in the product formulation?
- Has the amount of photoinitiator in the product been balanced against the process, i.e., the amount of energy (line speed vs. lamp intensity) that the part will typically see?
Finally, no product discussion would be complete without touching on health and safety issues associated with UV-cured products. In general, UV adhesives do not require any special handling over and above what is customarily done for non-UV adhesives. This is not the case for monomer-based UV coatings, which are the workhorse of this category (as opposed to such alternatives as monomer-free or water-based UV coatings). Because one person in 12 has an inherent dermal sensitivity to these monomers, efforts need to be made to ensure that skin contact does not occur with such products via wearing proscribed protective gear. An additional consideration for monomer-based UV coatings is that they never be sprayed unless used in an automated, controlled chamber, or unless the sprayer is in a full protective suit. Such considerations, though, are not required if application comes via brush, rollcoat, flowcoat or curtaincoat.
As for the process, this incorporates not just application and curing equipment, but also line setup and maintenance. While it was noted earlier that product formulation dictates basic performance characteristics, it is the process that determines the degree to which those properties are achieved. There are many examples where a good product was “ruined” by a poor process due to inadequate equipment, poor layout and/or ineffective maintenance. Conversely, a good process can often compensate for an average product. While application and curing equipment for UV adhesives is not much different in price or maintenance than for standard adhesives, the same cannot be said for UV coatings, which involve bigger lines and apply larger volumes of material than UV adhesive operations. As a result, capital costs are significantly higher than standard coating lines. A bigger issue, though, is that many UV-coating operations do not provide for a commensurately higher level of monitoring and maintenance to ensure that the product is seeing the required energy, such as correct line speed, clean lamps, focused reflectors, etc. In short, routine line surveys are a must to ensure that the high-productivity process is operating as designed to avoid putting out a high number of unsatisfactory parts either because of too much or too little energy.
Finally, the part substrate and its geometry are only a few of the factors here that need to be considered. Substrate chemistry, cleanliness and surface energy are no less an issue for UV applications than they are for standard applications. Yet because of UV’s high productivity, substrate consistency is paramount because it does not take long for such high-throughput processes to generate a lot of scrap due to poor product adhesion. As for part geometry, a UV limitation is necessary for line-of-sight between the photoreactive sites in the product and the proper energy output of the process. This can be particularly problematic for UV adhesives where at least one of the substrates must be transparent to the applicable wavelengths to initiate the reaction. While dual-cure and cationic-cure are two ways around this problem, there are compromises with these alternatives that would need to be factored into the considerations. As for UV coatings, curing one-dimensional parts is a very mature art. It is curing in two and three dimensions that can be problematic and must be factored into the process.
The success of any adhesive or coating application has been, and always will be, a function of maintaining the balance between product, process, and part. This certainly is the case for UV adhesives and coatings, which have many “hidden” issues that need to be addressed. Higher productivity and performance are the norm with UV cure; however a high number of substandard parts may be the result of an out-of-synch product and process.
For more information, phone (513) 469-7555 or visit www.chemquest.com.
Links
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



