Strategic Solutions
Assembly with Adhesives
Three key steps must be undertaken when considering the use of adhesives in assembly operations.
When manufacturers are looking to use adhesives in an assembly operation, three steps must enter into the decision process: suitability, compatibility, and capability.
Suitability
Suitability means there has been discernment that an adhesive is either necessary or desirable. When welding either metals or thermoplastics, the two materials to be joined must be metallurgically or polymerically compatible. That is frequently not the case when joining dissimilar metals, and it is almost always the case when joining dissimilar polymers. Even metals within the same general class (e.g., steels, aluminum) may not be metallurgically compatible, and polymers within the same class (e.g., polyethylene) may not weld to each other.
Mechanical fastening requires holes or some form of crimp/puncture, which results in poor stress distribution and the need for increased material thickness since all the load is borne by point contacts. This is often overcome by including adhesives with mechanical fasteners, which results in more even load distribution with attendant weight and material savings. It also enables the joining of dissimilar materials. In the absence of welding or fastening, adhesive bonding is the suitable choice.
Compatibility
Compatibility refers to an adhesive’s ability to bond to both surfaces. This can be an issue when joining dissimilar materials because the surface adhesion characteristics differ. Examples include joining a polymer or composite to a metal or joining different metals. Different adhesive types have differing abilities to bond to different materials.
Epoxy adhesives have been the traditional choice for bonding ceramics or metals, as well as composites. However, they are less frequently used for bonding polymers. Acrylic adhesives work well on most types of materials and are used for metals, composites, and polymers. They have lower strength and temperature resistance than epoxies.
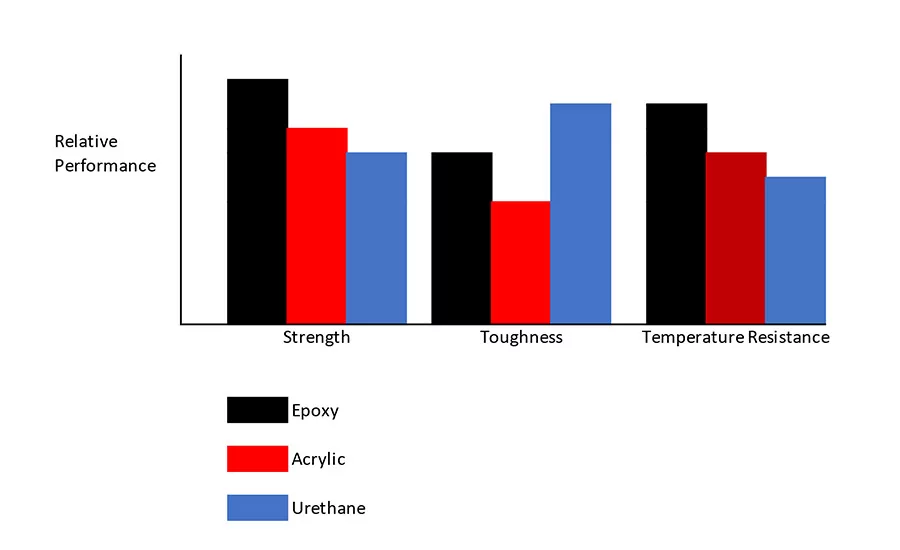
Urethanes are used with some metals (especially aluminum) and for bonding composites to themselves or to metals. They are also popular for bonding polymers. Figure 1 shows relative performance in terms of typical bond strength, toughness, and temperature resistance.
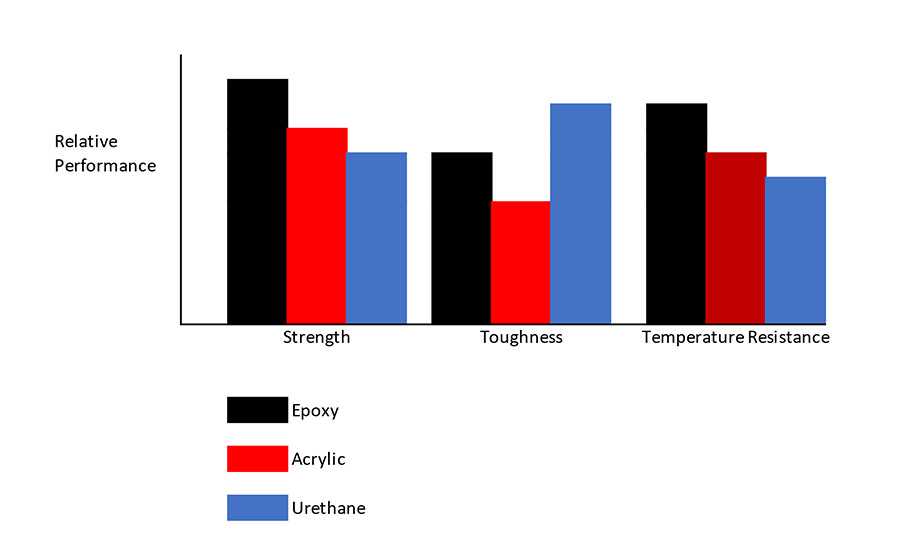 Figure 1. Relative performance of epoxies, acrylics, and urethanes in terms of typical bond strength, toughness, and temperature resistance. (Source: The ChemQuest Group.)
Figure 1. Relative performance of epoxies, acrylics, and urethanes in terms of typical bond strength, toughness, and temperature resistance. (Source: The ChemQuest Group.)
Capability
Capability refers to the need to prove the adhesive is effective and reliable in service. This requires testing, initially at coupon level and eventually at sub-article or full structure level. Coupons are used to gather bond strength and design data. They are also used to test surface preparations and environmental stress resistance.
A sub-article is a bench-scale item representing enough of the overall structure to demonstrate efficacy on a manageable-sized article. A full-sized assembly is used for extensive testing at operational limits of loading and environmental attack. A typical goal is for the structure to withstand 120-150% of the maximum operational need of the part in service. This would represent a safety factor of 1.2-1.5.
The types of testing and the number of samples required have been previously discussed.1 Modeling can greatly reduce the number of samples required, especially at the coupon level. Rather than break hundreds of samples to predict performance statistically, fewer samples that focus on adhesive and adhesion properties are used. That information is fed into a model, which is confirmed by testing sub-articles and finally the full-scale level.
If modeling capabilities are not available in-house, design firms and universities can provide that service. The data must first be obtained, however, which requires experimental testing design as to the number and type of samples, test article production, and data gathering.
Some of these activities may involve environmental exposures, including the use of cyclic extremes of heat and humidity or corrosive exposure. It is ideal if all of this can be achieved at one location.
Learn Faster
A hidden goal of any test protocol is to find out what can go wrong and under what circumstances. This is sometimes referred to as fail faster, but a better term is learn faster. Strive to find out what needs to be fixed, and then fix it. Here again, modeling can be quite useful. Get to know the predictable limits quickly.
Many decisions must be made during the evaluation and eventual selection of adhesives for assembly operations. Methodically and competently following the three key decision steps discussed here will help provide good adhesive assembly protocols.
For more information, call (513) 469-7555, email info@chemquest.com, or visit www.chemquest.com.
Reference
1. Ritter, George W., Ph.D., “What Tests Should I Run on My Structural Adhesives?” Adhesives & Sealants Industry, October 2020, www.adhesivesmag.com/articles/98092-what-tests-should-i-run-on-my-structural-adhesive-systems.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




